 2015-05-10
2015-05-10 471
4711. Подготовить модели и элементы литниковой системы, опоки, плиты, инструменты.
2. Подготовить формовочную смесь, разделительный состав.
3. Из формовочной смеси изготовить полуформы по разъемным моделям в такой последовательности:
— установить нижнюю половину модели I (рис.16,а) на понедельную плиту и припылить графитом;
— установить опоку 3, заполнить объем опоки формовочной смесью (рис.16,б);
— уплотнить трамбовкой 4 смесь вокруг модели и далее весь объем послойно, добиваясь равномерного уплотнения (рис.16,в);
— срезать излишки смеси линейкой 5 (рис.16,г);
— готовую полуформу перевернуть на 180°, полость разъема.загладить гладилкой и присыпать графитом. Установить вторую половину модели по центрующим шкантам и модели литниковой системы (в том числе выпор, стояк) (рис.16,д);
— по фиксирующем штырям установить верхнюю опоку на нижнюю, заполнить объем опоки смесью, поддерживая при необходимости стояк и выпор, и уплотнить смесь; срезать излишек смеси и оформить гладилкой литниковую воронку вокруг стояка (рис.16,е);
— извлечь модели стояка и выпоров, слегка раскачивал и постукивая (рис.16,ж);
— снять верхнюю полуформу и перекантовать (перевернуть) на 180°; Протянуть модели из верхней и нижней полуформ крючком, слегка постукивая. Отделать гладилкой поверхность лолуформ и литниковой системы или прорезать, при необходимости, элементы литниковой системы; припылить полуформы для получения более чистой поверхности (рис.16,з); собрать форму. Поставить стержни, если это необходимо, и установить по фиксирующим или сборочным штырям верхнюю полуформу на нижнюю (рис.16,и).
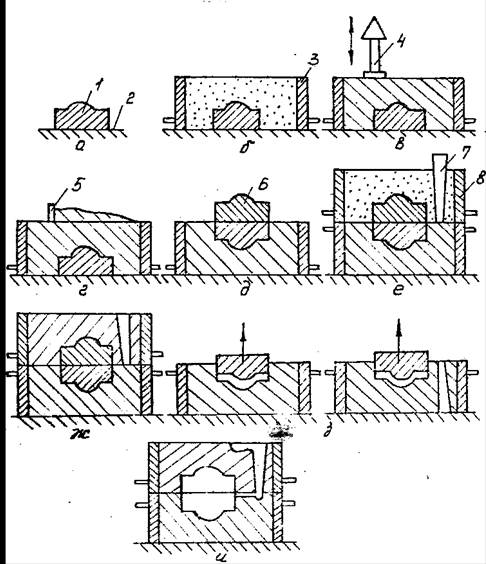
Рис. 16. Последовательность операций при формовке по разъемной модели: 1, 6 - модели нижняя и верхняя; 2 - подмодельная плита; 3 - опока нижняя; 4 - трамбовка; 5 - линейка; 7 - стояк; 8 - опока верхняя
4. Оценить качество изготовления полуформы из формы.
5. Подготовить расплав.
6. Залить форму расплавом.
7. Выдержать отливки в формах.
8. Выбить отливки из форм.
9. Выбить стерши из отливок и очистить поверхность газет.
10. Оценить качество отливок, выявить поверхностные дефекты
При формовке необходимо соблюдать правила техники безопасности.
Работать исправным инструментом. Рабочее место содержать в частоте. Запрещается проводить формовку вблизи заливаемых форм.
Вывод:
ЛАБОРАТОРНАЯ РАБОТА 10
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА








