 2015-05-10
2015-05-10 396
396Дугу при сварке зажигают двумя способами: а) электродом касаются изделия и отводят его вертикально вверх на 2-4 мм; б) электродом "чиркают" по изделию, как при зажигании спички.
При медленном отрыве электрода от детали его конец и участок детали под электродом сильно разогреваются и электрод приваривается к детали. Такое явление называют "примерзанием". В таком случае электрод отрывают,покачивая из стороны в сторону. В условиях сварки сварщик зажигает дугу только при смене электрода. Чем опытнее сварщик, тем устойчивее горит дуга и тем реже происходит ее обрыв. Иногда после обрыва дуги на конце электрода затвердевает капля обмазки, которую надо сбить легким ударом.
При горении дуги необходимо поддерживать ее длину постоянной.
Дуги бывают длинные и короткие. Длина дуги - расстояние между концом электрода и поверхностью детали.
Правильно выполненный сварной шов при короткой дуге и нормаль- том режиме сварки имеет форму правильного чешуйчатого валика.
При длинной дуге получается валик неправильной формы. Для правильного Формирования валика необходимо, чтобы электрод был наклонен в сторону движения на 15-20° (рис.23).
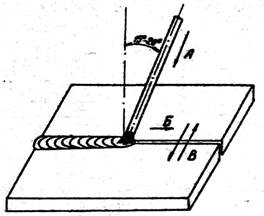
Рис. 23. Схема движений электрода во время сварки
Во время сварки электроду сообщают несколько движений. Движение А - поступательное по оси электрода вниз. Скорость подачи электрода к дуге зависит от скорости, с которой происходит плавление электрода. Если электрод подавать медленнее, чем он плавится, то длина дуги будет возрастать до тех пор, пока не оборвется. При слишком быстрой подаче электрода произойдет короткое замыкание и дуга погаснет. Длина дуги зависит от скорости движения электрода.
Движение Б - вдоль валика наплавленного металла. Это движение начинают одновременно с возбуждением дуги, так как без этого движение валик не образуется. При слишком большой скорости перемещения электрода вдоль шва дуга не успевает достаточно полно проплавить основной металл и получается нес плавление валика с деталью. Ори этом образуется валик малого сечения. Ширина валика при линейном перемещении электрода вдоль стыка обычно на 1—2 мм больше диаметра электрода. Такой валик называется ниточным.
Движение В - колебательное движение поперек шва для получения широкого валика. Колебательные движения электрода при наплавке уширенного валика могут быть различными. Чаще всего пользуются зигзагообразными движениями. При этом скорость перемещения электрода снижают в крайних точках траектории движения для лучшего провара краев шва. Чем шире размах колебаний, тем больше ширина шва, но тем меньше глубина провара.
Обычно ширина валика составляет 2,5 диаметра электрода. Для получения одинаковой ширины валика по всей его длине необходимо, чтобы поперечные колебания электрода были все время одинаковыми.
Это достигается тренировкой и внимательным отношением к практическим занятиям.
Дефекты сварного шва. К дефектам наплавленного металла откосят:
1) неравномерность ширины и высоты валика по его длине. Причина -неравномерная скорость перемещения электрода;
2) отсутствие сплавления валика с основным металлом. Причина - большая скорость сварки и сила тока;
3) незаполнение кратера: конец валика имеет углубление. Причина - неправильное окончание сварки.








