 2015-05-10
2015-05-10 400
400Для питания сварочной дуги тогам применяют специальные источники переменного (сварочные трансформаторы) и постоянного (сварочные генераторы и выпрямители) тока.
Ручная дуговая сварка производится на сварочном посту, состоящем из источника сварочного тока, сварочных проводов, электро-держателя и стола, на котором располагаются свариваемые детали. Схема сварочного поста представлена на рис.20.
Источники сварочного тока снабжены специальными регуляторами Для изменения сварочного тока в процессе сварки.
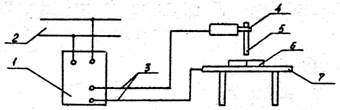
Рис. 20. Схема сварочного поста для РДС: 1 - источник сварочного тока; 2 - сеть переменного тока; 3 - сварочные провода; 4 - электроде держатель; 5 - электрод; Ь - свариваемые детали; 7 - стол
Сварочные электроды. Для образования сварного шва, т.е. для заполнения расплавленным металлом зазора между свариваемыми деталями применяют сварочные электроды (см. рис. 19), состоящие из металлического стержня и нанесенного на него покрытия. Стержни изготовляют из углеродистых и легированных сталей диаметром от I до 6 мм. На стержень нанесено покрытие, расплавляющееся в процессе сварки, которое обеспечивает: а) устойчивое горение дуги за счет введения в состав покрытия ионизирующих компонентов; б) защиту расплавленного•металла шва от кислорода и азота воздуха за счет введения в состав покрытия компонентов, образующих вокруг сварочной ванны газовое облако, а на поверхности жидкого металла - шлак; в) раскисление металла сварочной ванны -. удаление кислорода за счет введения в состав покрытия раскислителей; г) легирование металла шва за счет введения в состав покрытия легирующих элементов.
При сварке применяют различные марки электродов. Каждая марка обеспечивает получение сварного шва с определенными механическими свойствами и применяется для сварки определенного материала.
Типы сварных соединений. При ручной дуговой сварке детали соединяют встык, втавр, углом или внахлестку (рис. 21,в-г).
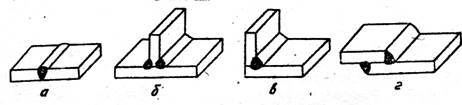
Рис. 21. Типы сварных соединений: а - стыковое; б - тавровое; в - угловое; г - нахлесточное
Стыковые соединения сваривают стыковыми швами, которые выполняют без предварительной разделки кромок деталей, с V “ образной и X ~ образной разделкой (рис,22 а, б, в). Тавровые, угловые и нахлесточные соединения сваривают угловыми швами (рис.22 г, д, е). Если выполнена разделка кромок, то сварные швы выполняют, как правило, многослойными.
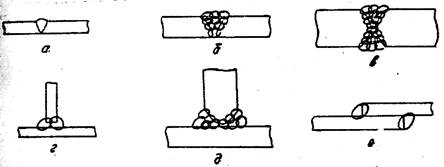
Рис.22. Виды сварных швов: стыковой без разделки (а); стыковой с У - образной (б); стыковой с X - образной (в); углевой без разделки (г); угловой с разделкой (д); угловой в.чахлееточном соединении(е)
Сварные швы могут располагаться на горизонтальной поверхности (нижнаа положение шва), на вертикальной (вертикальное положение) и в потолочном положении.








