2015-05-10
2015-05-10 431
431Одним из основных усилий получения качественного сварочного соединения является правильный выбор параметров технологического ежима сварки.
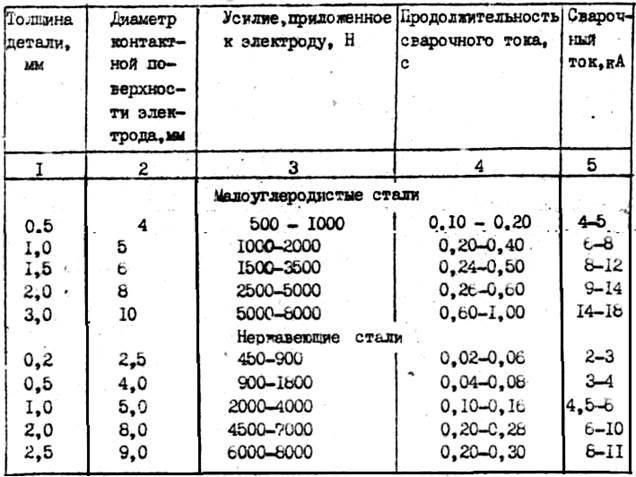
К параметрам технологического режима при точечной сварке относят: силу и плотность тока, время включения тока, усилие сжатия, форму и диаметр контактной поверхности электродов, время предварительного сжатия я время проковки.
Сила и Плотность тока. С увеличением толщины свариваемых листов сила тока должна расти. Для сварки деталей из малоуглеродистых сталей сила тока
где  - сила тока, А;
- сила тока, А;  - толщина свариваемого листа, мм.
- толщина свариваемого листа, мм.
При сварке деталей повышенной электро и теплопроводности плотность тока увеличивают.
Время включения тока необходимо увеличивать с толщиной свариваемых заготовок. Оно определяется по эмпирическим формулам для различных материалов:
а) малоуглеродистой стали -  ;
;
б) нержавеющей стали -  ;
;
в) незакаливающихся алюминиевых
сплавов типа АМг, АМц -  ;
;
г) закаливающихся алюминиевых сплавов типа Д16, Д15Т, Д20- 
Усилие сжатия возрастает с увеличением толщины и твердости свариваемого материала. При расположении точек вблизи элементов жесткости усилие сжатия следует увеличивать.
Форма и диаметр контактной поверхности электродов. Рабочим концам электродов придают плоскую или сферическую Форму; для сварки заготовок из сталей - плоскую с диаметром контактной поверхности  = 5,5
= 5,5  ,
,
где  - толщина свариваемых заготовок, мм.
- толщина свариваемых заготовок, мм.
Для сварки заготовок из легких сплавов - сферическую Форму с радиусом R = 50 
Время предварительного сжатия должно быть достаточным для того, чтобы до включения тока механизм сжатия успел свести электроды и развить полное сварочное давление.
Время проковки определяется длительностью нахождения уже сваренной точки под сжимающим действием электродов.
Оно должно быть достаточным для полного затвердевания и упрочнения ядра, с тем чтобы под действием сил, возникающих при усадке остывающего металла, и сил упругости заготовок, стремящихся восстановить первоначальную Форму, не произошел разрыв еще не остывшего ядра.
Таблица 12
Ориентировочные режимы контактной точечной сварки металлов