 2015-05-13
2015-05-13 380
3801. По виду движения материала
1.1. Безвыстойные
1.2. Выстойные
2. По виду материала
2.1. Листовые
2.2. Рулонные (ленточные)
3. По расположению сгиба относительно направления движения
3.1. Продольные
3.2. Поперечные
4. По конструкции
4.1. Вороночные
4.2. Ножевые
4.3. Кассетные
4.4. Ременные
Вороночные (рис. 1.18.)
 Фрикционные
Фрикционные
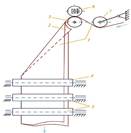 Рис. 1.18.
Рис. 1.18.
«+» Простота конструкции, высокая надежность, удобство в эксплуатации, фальцовка до 10 лент, нет ограничений на скорость движения полотна.
«-» Переход краски на воронку, появление морщин в месте сгиба на плотной бумаге, при фальцовке нескольких лент возникает смещение полей.
Ножевые (рис. 1.20)
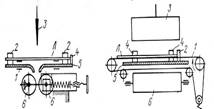 Рис. 1.20.
Рис. 1.20.
Состоит из 2х фальцваликов 6 и ножа 3. Лист выравнивается по двум упорам 2 и 4, после выравнивания опускается нож 3 и лист вводится в контакт с фальцваликами.
«+» Высокая точность фальцовки, работает практически со всеми сортами бумаги, кроме особо тонких и очень гладких. Низкая трудоемкость настройки
«-» Ограниченные варианты фальцовки, динамические нагрузки в механизме ножа, сложность конструкции.
Кассетные(рис. 1.21)
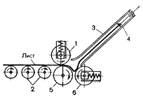 Рис. 1.21.
Рис. 1.21.
Сгиб получается за счет образования петли в движущемся листе.
Лист транспортером 2 перемещается подающим валиками 1 и 5, один из которых подпружинен. Эти валики захватывают лист и подают в кассету 3, где имеется упор 4, ограничивающий перемещение передней кромки. Дойдя до упора кромка останавливается, а лист продолжает поступать в кассету, при этом в нижней части листа образуется петля, которая захватывается фальцваликами 5 и 6. Подшипники валика 6 подпружинены, что обеспечивает необходимый обжим получаемого сгиба.
Кассеты обычно располагают под углом 45 или 300, стенки кассет делают из листовой стали, с продольными прорезями.
«+» Простота конструкции, отсутствие возвратно-поступательно движущихся деталей, высокая скорость, широкие технологические возможности, удобство в обслуживании.
«-» Менее точная фальцовка, требования к материалу (нельзя обрабатывать особо плотные, тонкие и гладкие материалы).
Ременные (рис. 1.25
Образование сгибов в фальцаппарате происходит за счет упругого контакта вращающихся валиков, между которыми проходит согнутый в петлю лист. Формирование такой петли и ее подача во вращающиеся фальцвалики происходит двумя основными способами:
- ножевой
Фрикционные (рис. 1.26)
Образование сгибов в фальцаппарате происходит за счет упругого контакта вращающихся валиков, между которыми проходит согнутый в петлю лист. Формирование такой петли и ее подача во вращающиеся фальцвалики происходит двумя основными способами:
- ножевой
- кассетный
Машины, соответственно бываю ножевыми, кассетными и комбинированными.








