 2015-05-13
2015-05-13 1621
16211. Отливки из черных и цветных металлов и сплавов.
3. Поковки, получаемые ковкой и штамповкой.
4. Заготовки порошковой металлургии.
5. Сварно-литые и сварно-кованые заготовки.
6. Заготовки из неметаллических материалов.
2.1. Отливки из черных и цветных металлов
Отливка – это литое металлическое изделие, получаемое путем заливки расплавленного металла или сплава в литейную форму. Литьем получают заготовки как простой, так и очень сложной формы. Некоторые способы литья позволяют получать отливки с высокой чистотой поверхности и точностью по размерам и форме, что резко сокращает или исключает совсем их последующую механическую обработку.
Литейная форма – это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом, формируется отливка (1).
Способы получения отливок:
– литье в песчаные формы;
– литье в оболочковые формы;
– литье по выплавляемым моделям;
– литье в металлические формы (кокили);
– центробежное литье.
Литье в песчаные формы.
В комплект литейной технологической оснастки для изготовления форм из формовочных смесей входят: модели, модельные плиты, опоки, стержневые ящики и др.
Модель – это приспособление, при помощи которого в формовочной смеси получают отпечатки полости, соответствующие наружной конфигурации отливки. Отверстия и полости внутри отливок образуют при помощи песчаных стержней, устанавливаемых в формы. Размеры модели делают больше размеров отливки на величину литейной усадки (для сталей 1,8...2 %, для чугуна 0,8...1,2 %). Кроме того, в размерах моделей учитывают размеры припусков на механическую обработку заготовок. Модели изготавливают из дерева, металла и пластмасс.
Модельная плита служит для установки на ней модели и заформовки ее формовочной смесью в опоку.
Стержневые ящики служат для изготовления стержней. Их изготавливают из тех же материалов, что и модели. Они бывают разъемные и неразъемные.
Опоки – прочные металлические рамы различной формы, предназначенные для изготовления литейных полуформ из формовочных смесей.
Для подвода расплавленного металла в полость литейной формы и ее заполнения, применяют литниковую систему. На рис. 2.1 дана схема получения отливки в разовой форме из формовочной смеси. На рис. 2.2 приведена схема формовки в двух опоках по разъемной модели.
Литейную форму заливают расплавом через литниковую систему. Литниковая система – это совокупность каналов и резервуаров, по которым расплав поступает из ковша в полость формы. На рис. 2.3 показаны типы литниковых систем.
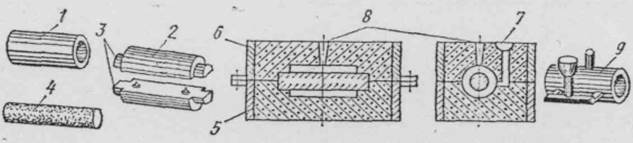
Рис. 2.1. Отливка детали в разовой форме. Литейная форма из формовочной смеси: 1 – отливаемая деталь; 2 – разъемная модель; 3 – стержневые знаки модели; 4 – стержень; 5,6 – верхняя и нижняя опоки; 7 – литниковая система; 8 – выпор; 9 – отливка
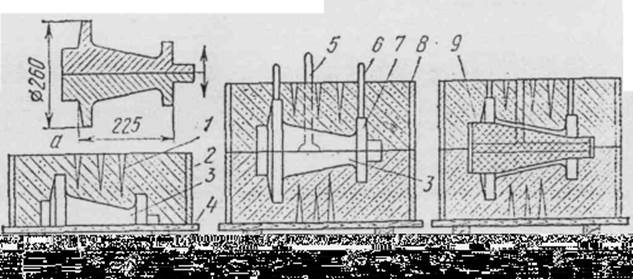
Рис. 2.2. Схема формовки в двух опоках по разъемной модели а – модель; б, в – изготовление нижней и верхней полуформ; г – собранная форма; 1 – вентиляционные наколы; 2 – нижняя опока; 3 – нижняя половина модели; 4 – подмодельный щиток; 5 – модель стояка; 6 – модели выпоров; 7 – верхняя половина модели; 8 – верхняя опока; 9 – стержень
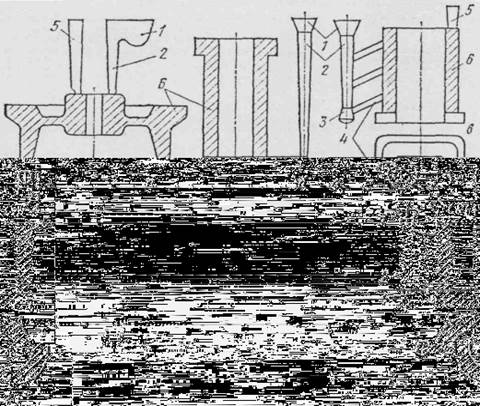
Рис. 2.3. Типы литниковых систем: а – верхняя; б – сифонная; в – ярусная; г – вертикально-щелевая; 1 – чаша; 2 – стояк; 3 – литниковый ход; 4 – питатель; 5 – выпор; 6 – опока
Верхняя литниковая система наиболее проста. Ее применяют для мелких деталей небольшой высоты. С увеличением высоты происходит размывание формы струей расплава, разбрызгивание и окисление его, увеличивается количество неметаллических включений в теле отливки.
Нижнюю (или сифонную) литниковую систему применяют для средних и толстостенных отливок значительной высоты. Она обеспечивает спокойное заполнение формы расплавом. Вместе с тем эта система более сложна.
Ярусная литниковая система обеспечивает последовательное питание отливки снизу вверх, и ее применяют для крупных отливок. Недостатки ярусной литниковой системы – сложность в изготовлении и значительный расход расплава. Ее разновидность – вертикально-щелевая система – предназначается главным образом для цветных сплавов.
Для лучшего задержания шлаковых включений в литниковые чаши или другие элементы литниковой системы иногда устанавливают фильтры (например, керамические сетки). С их помощью можно отделить относительно крупные шлаковые частицы.
Чрезвычайно перспективным способом тонкой очистки металлических расплавов в литниковых системах является фирам-процесс (фильтрационное рафинирование металлов), при котором фильтрующий узел делают из специальной стеклоткани. При фирам-процессе значительно повышается чистота металла и, как следствие, качество отливок, уменьшается брак, что в целом дает значительный экономический эффект. Этот способ используют на многих предприятиях для отливок из серого и высокопрочного чугуна, бронзы и других сплавов.
Для заготовок простых форм с плоской поверхностью в условиях единичного и мелкосерийного производства применяют открытую формовку в почве по моделям или шаблонам.
Для мелких и средних отливок деталей, имеющих форму тел вращения, применяют ручную формовку в опоках по шаблонам или моделям (блоки цилиндров, корпусные детали из стали и чугуна).








