 2015-05-13
2015-05-13 4706
4706СТАНИНЫ РАБОЧИХ КЛЕТЕЙ И ДЕТАЛИ ИХ КРЕПЛЕНИЯ
Каждая рабочая клеть имеет две станины, в которых размещены валки, сидящие в подшипниках и опирающиеся на подушки. В верхней части станины (в крышке) помещаются нажимные винты и уравновешивающие устройства, а на крышке располагается привод этих устройств.
Станины, являясь остовом рабочей клети, воспринимают на себя все усилия, возникающие при прокатке.
ОБЩЕЕ УСТРОЙСТВО И КЛАССИФИКАЦИЯ СТАНИН
Основные требования, которым должны удовлетворять станины: прочность, жесткость, компактность и удобство расположения элементов клети, возможность быстрой смены валков, свободный доступ ко всем частям станины и к элементам клети.
Устройство станин рабочих клетей
Станина, состоящая из свободно отделяемых одна от другой частей (нижней поперечины—основания, боковых стоек и верхней поперечины— крышки), называется разборной; станина, у которой боковые части и основание представляют одно целое, а крышка съемная, носит название открытой; станина, представляющая собой цельную отливку, называется закрытой.
На фиг. 370, а показана открытая станина клети дуо крупносортного стана, на фиг. 370, б — закрытая станина для клети дуо кровельного стана. Первая— имеет съемную крышку, вторая — выступы для установки нижней подушки нижнего валка и бокового крепления верхнего. Вторая станина массивнее первой, более широка у основания, имеет выше расположенные лапы по отношению к валкам, что придает ей большую устойчивость. Разборными делаются станины у станов новейших типов вследствие особой массивности и затруднительности отливки их (см. ниже).
О материале и изготовлении станин
В качестве материала для рабочих станин преимущественно применяется литая сталь, В старых конструкциях еще можно встретить чугун, а в современных американских — легированный чугун, иногда лаже легированную сталь (станы холодной прокатки).
Попытки применения сварных станин из кованой или катаной стали широкого распространения не получили. В последнее время части разборных станин мощных броневых станов кварто (основание, стойки, крышка) обжимаются под прессами.
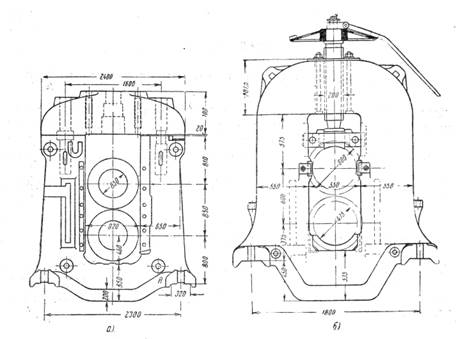
Фиг. 370. Открытая (а) и закрытая (б) станины клетей дуо крупносортного и тонколистового станов
Обычно для станин применяют твердое стальное литье с временным сопротивлением  и относительным удлинением
и относительным удлинением  %. В качестве примера можно привести химический состав и механические свойства станин горизонтальных и вертикальках валков слябинга одного из заводов Юга, изготовленных НКМЗ.
%. В качестве примера можно привести химический состав и механические свойства станин горизонтальных и вертикальках валков слябинга одного из заводов Юга, изготовленных НКМЗ.
Химический состав: 0,30  0,45% С; 0,50 0,8% М п; 0,20 0,40
0,45% С; 0,50 0,8% М п; 0,20 0,40  ; 0,06% Р и 0,06%
; 0,06% Р и 0,06%  . Механические свойства после отжига: предел текучести
. Механические свойства после отжига: предел текучести  =25 кг/мм
=25 кг/мм  , временное сопротивление
, временное сопротивление  =50 кг/мм , удлинение около 15%.
=50 кг/мм , удлинение около 15%.
При давлении металла на валки в 2500 т во время прокатки, напряжение в станинах слябингов и толстолистовых станов составляет 300—350 кг/см .
Основные требования, предъявляемые к отливкам станин: отсутствие трещин, раковин и других поверхностных дефектов, зачистка мест литников, выпаров, прибылей, зачистка заусенцев, чистота заварки поверхностных пороков и пр.
После механической обработки боковые поверхности окон должны быть взаимно параллельны и перпендикулярны к лапам станин. Перпендикулярны к лапам станин должны быть также поверхности под прижимные планки, поверхности фланцев под траверсу и ось отверстия под гайку нажимного винта.
Отклонения от параллельности и перпендикулярности допускаются не свыше 0,2 мм на 1 м длины. Лапы станин должны быть обработаны по общему для обеих лап шаблону, снятому с плитовин, на которых
устанавливается станина.

