 2015-03-27
2015-03-27 2433
2433Так как основными рабочими поверхностями станин и рам являются плоскость основания, привалочные поверхности и направляющие, то ниже рассмотрены рекомендуемые методы их обработки.
Для обработки плоскости основания могут применяться различные методы: фрезерование, строгание, торцовое обтачивание, обдирочное шлифование.
Обоснованный выбор одного из этих методов может быть сделан лишь путем сравнительного расчета себестоимости обработки. Однако предварительно выбор метода обработки может базироваться из сформировавшихся к настоящему времени следующих положений.
Обдирочное шлифование сегментными шлифовальными кругами на плоскошлифовальных станках с прямоугольным столом может быть экономичным (по сравнению с фрезерованием) лишь при обработке оснований, имеющих контурную форму при снятии припуска < 4 мм (рис. 7.30).
Торцовое обтачивание на карусельных станках экономически целесообразно применять для круглых контуров плоскости основания.
Для обработки плоскости оснований, имеющих прямолинейную форму шириной менее 100 мм, производительнее применять строгание, и при ширине более 100 мм — фрезерование.
Привалочная плоскость и направляющие обрабатываются при базировании по основанию и по вертикальным привалочным плоскостям или технологическим приливам, обработанным совмещено с основанием. Выбор метода обработки привалочных поверхностей производится так же, как и для основных поверхностей.
Для станин с круглыми направляющими единственно возможный метод - обработка на карусельных станках.
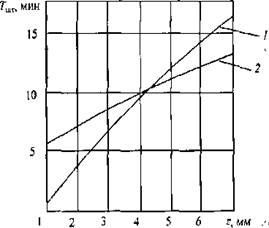 Рис. 7.30. Штучное врем и обработки направляющих при различном припуске: I - при шлифовании; 2 - при фрезеровании Рис. 7.30. Штучное врем и обработки направляющих при различном припуске: I - при шлифовании; 2 - при фрезеровании |
Для станин с прямолинейными направляющими возможны два метода обработки - строгание и фрезерование.
Строгание в мелкосерийном производстве производят по разметке, в серийном и крупносерийном производстве резцы устанавливают по шаблонам. Необходимо стремиться к совмещенной обработке несколькими суппортами.
Фрезерование направляющих может производиться следующими способами;
1) в единичном и мелкосерийном производстве - фрезерование стандартными фрезами за одну установку обрабатываемой станины;
2) в серийном производстве — фрезерование стандартными фрезами за несколько операций с переустановкой обрабатываемой станины;
3) в крупносерийном производстве - фрезерование специальными наборами фрез. Этот способ фрезерования осуществляется на продольно-фрезерных четырехшпиндельных станках. Этот способ экономичен при обработке напрааляющих простого профиля;
4) в крупносерийном и массовом производствах — фрезерование на специальных многошпиндельных продольно-фрезерных станках.
Отделочная обработка направляющих производится: шлифованием, тонким строганием, фрезерованием, шабрением и накатыванием.
Маршрут изготовления станин и рам
Общая последовательность обработки станин и рам выглядит следующим образом:
1) обрабатывается плоскость основания начерно;
2) обрабатываются направляющие и привалочные поверхности начерно;
3) производится старение;
4) производится чистовая обработка плоскости основания;
5) осуществляется получистовая обработка направляющих и чистовая привалочных поверхностей;
6) обрабатываются крепежные и другие отверстия;
7) производится термообработка направляющих;
8) обрабатываются направляющие начисто.
Маршрут изготовления станины токарного станка (рис, 7-31) приведен в табл. 7.12. В качестве заготовки взята отливка.
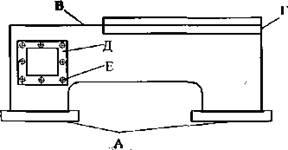
Рис. 7.31. Эскиз станины токарно-винторезного станка

