2015-05-13
2015-05-13 1325
1325товки может быть определена:
n = 1000 V / p D об/мин
- подача - перемещение инструмента за один оборот заготовки,
обеспечивающее непрерывное врезание режущего клина.
Измеряется при точении в мм/об.
- глубина резания - расстояние между обрабатываемой и обрабо-
танной поверхностями, измеренное по направлению к нормали к об-
работанной поверхности.

Технологические возможности токарной обработки
1. Материал обрабатываемого изделия. Возможна обработка практически всех известных материалов. В настоящее время, с появлением резцов из алмаза и эльбора ограничений по твердости обрабатываемого материала не существует.
Однако, в обычных производственных условиях в настоящее время токарным методом обрабатываются заготовки из незакаленных ста-
лей, цветных металлов, дерева.
Хотя при токарной обработке происходит некоторое изменение свойств материала поверхностных слоев заготовки за счет наклепа, обычно таким изменением свойств можно пренебречь.
2. Форма и размеры. Особенности кинематики процесса позволяют получать только поверхности вращения, спиральные и винтовые поверхности. Хотя это кажется довольно сильным ограничением, надо отметить, что такие поверхности составляют основную часть
формообразующих поверхностей деталей машин.
Размеры обрабатываемых токарным методом изделий могут быть от 0,05мм (станки для часовой промышленности) до 20 метров (токарно-карусельные станки для изготовления деталей энергетического машиностроения).
3. Точность при обработке на станках нормального класса точности, в экономически оптимальных условиях - 7-14 квалитет. В настоящее время созданы уникальные токарные станки, обеспечивающие точность обработки менее 0,05мкм, которые применяются для из-
готовления элементов информационных накопителей вычислительной техники, изготовления прессформ лазерных носителей информации.
Шероховатость поверхности во многом определяется выбранной подачей и геометрическими параметрами вершины резца.
Она также существенно зависит от колебаний инструмента относительно заготовки в процессе обработки. При обработке на станках нормальной точности шероховатость обработанных поверхностей
обычно находится в пределах Rz 80- Rz5.
Эволюция токарных станков от древнейших времен до изобретения самодвижущегося суппорта англичанином Модсли.
Современные универсальный токарно-винторезный станок и токарно-карусельный станок для обработки заготовок большого диаметра
Выбор управляющих параметров процесса токарной обработки
Повысить производительность процесса можно за счет увеличения любого из управляющих параметров, однако возможности такого увеличения существенно ограничены.
1. Выбор глубины резания (t)мм
Обычно глубина резания определяется припуском на обработку,т.е. величиной слоя подлежащего удалению (h). Величина этого слоя зависит от метода получения заготовки (от точности этого предшествующего метода). Сила, действующая на инструмент, почти прямопропорциональна глубине резания, поэтому при определенной глубине резания прочность инструмента может оказаться недостаточной и он сломается. Это обуславливает необходимость многопроходной обработки при наличии значительных припусков. Таким образом, применение более точного метода получения заготовки (уменьшение припус-
ков), может позволить существенно повысить производительность последующей обработки резанием.
2. При выборе подачи также действует силовое ограничение. Установлено, что сила резания существенно зависит от подачи, поэтому при определенных, больших подачах инструмент может разрушиться. Кроме того, величина подачи определяет шероховатость получаемой поверхности, поэтому ее величина, в случае чистовой обработки, должна выбираться с учетом требуемой шероховатости.
3. Скорость резания. Скорость резания практически не влияет
на силу резания, поэтому инструмент не сломался бы при любом увеличении скорости. Однако при повышении скорости резания существенно повышается температура инструмента, которая может достичь предела его термостойкости. В этих условиях инструмент будет чрезвычайно быстро изнашиваться и выигрыш от повышения производи-
тельности будет сведен к нулю экономическими потерями, связанными с затратами на покупку и восстановление инструмента.
Установлены экспериментальные зависимости периода нормальной работы инструмента (периода стойкости) и скорости резания. На основе этих закономерностей,приводимых в специальной литературе, и определяется оптимальная скорость резания.
4. Проводится проверка соответствия мощности потребной на ре-
зание
Nрез = Pz * V
и эффективной мощности станка Nрез < Nэф
Контрольные вопросы:
1. Назовите управляющие параметры процесса резания.
2.Какой из управляющих параметров практически не влияет на величину силы резания?
3.Почему нельзя производить обработку на максимальных скоростях резания?
4.Какие факторы ограничивают величину подачи при точении?
5.Какие факторы определяют величину припуска, подлежащую удалению при токарной обработке?
6.Почему режущий инструмент выполняют составным - из инструментального материала и конструкционной стали?
8.Почему все инструменты не изготавливают из сверхтвердых материалов: алмаза и композита?
8. Какой инструментальный материал применяется для изготовления дереворежущего инструмента и почему?
9.Какие поверхности по форме можно получить токарным методом?
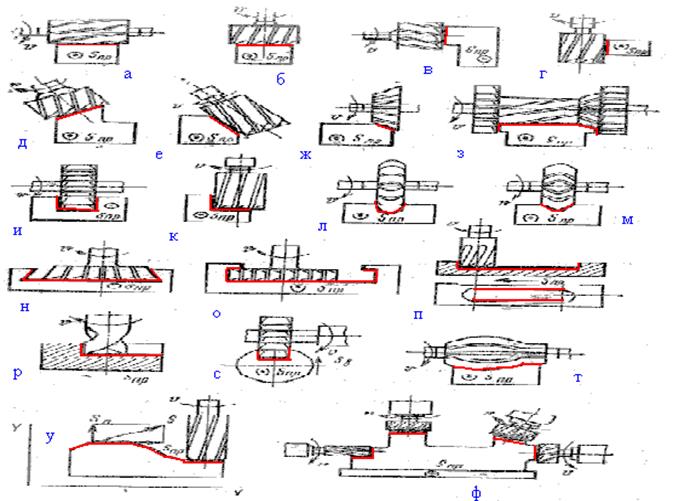
ФРЕЗЕРОВАНИЕ
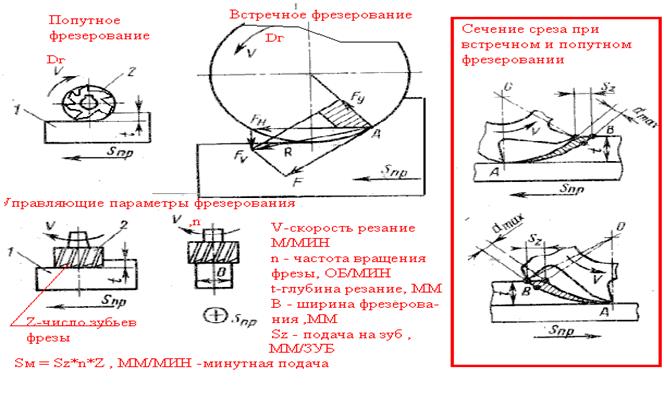
Кинематической особенностью фрезерования является вращение инструмента и поступательное или сложное движение заготовки.
Особенностью фрезерования является прерывистое нагружение лезвий инструмента, что приводит к значительным динамическим усилиям и является причиной возникновения вибраций. Поэтому при фрезеровании сечение среза одним лезвием инструмента существенно меньше, чем при точении. При фрезеровании в большей степени, чем
при точении, геометрия обработанной поверхности зависит от формы инструмента. Типаж фрез очень широк, а кинематика процесса позволяет получать сколь угодно сложные поверхности.
Время обработки поверхности при фрезеровании:
L L L * ¶ * Dфр
Т = ---- = ---------- = ------------------, мин
Sм Sz * n * Z 1000 * V * Sz * Z
где L- длина прохода фрезы, Dфр - диаметр фрезы,
Z - число зубьев фрезы, V - скорость резания,
Sz - подача на зуб.
Производительность обработки могла бы быть сколь угодно высокой, если бы величина управляющих параметров не была ограничена физическими факторами.
Так же, как и при точении, скорость резания ограничена теплостойкостью инструментального материала, и при превышении определённого предела быстрый износ инструмента делает процесс экономически невыгодным.
Выбор глубины резания и подачи на зуб должен быть увязан с прочностью режущего инструмента. При выборе величины подачи на зуб следует также учитывать требования к шероховатости обработанной поверхности.
Технологические возможности фрезерования.
1.Обрабатываемый материал. Обычно это незакаленные стали, цветные металлы, сплавы с твердостью менее HRC40. Появление современных сверхтвердых материалов позволяет, в ряде случаев, обрабатывать плоские поверхности закаленных сталей, но процесс не нашел широкого применения из-за узких технологических возможностей
(только открытые плоские поверхности) и недостаточной точностью обычных фрезерных станков.
2.Форма получаемой поверхности может быть чрезвычайно сложной. Например, при обработке на копировально-фрезерных станках лопаток турбин, гребных винтов судов и т.д. Фрезерные станки могут быть чрезвычайно малых размеров (гравировально-фрезерные) и гигантских размеров, для обработки деталей с размерами более 20м
(продольно-фрезерные и специальные станки).