 2015-05-13
2015-05-13 1110
1110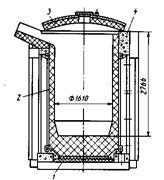 Печь состоит из подины 1, тигля 2, верхнего кольца 4 и крышки 3.
Печь состоит из подины 1, тигля 2, верхнего кольца 4 и крышки 3.
Принцип действия тигельной печи состоит в том, что расплавляемый металл помещают в пространство, пронизываемое переменным магнитным потоком. Под действием возникающей ЭДС в металле течет ток, металл нагревается и плавится. Внутри индуктора расположен тигель из огнеупорного материала. Внутреннее пространство тигля заполняется расплавленным металлом. Тигель защищает индуктор от воздействия жидкого металла. Толщина стенки тигля, т. е. расстояние между индуктором и жидким металлом, влияет на электрические параметры печи чем толще стенка, тем большее количество магнитных силовых линий, пронизывающих катушку, не участвует в нагреве металла.
Индуктор. Индуктор представляет собой цилиндрическую катушку из медной трубки. Индуктор изготовляют из меди потому, что ею поглощается меньше энергии электромагнитного поля, чем сталью и другими материалами. Профиль медной трубки разнообразен: круглый, квадратный, прямоугольный. Толщину стенки медной трубки выбирают в зависимости от частоты питающего тока.
Магнитопровод. Во избежание нагрева металлических частей печи полями рассеяния вокруг индуктора устанавливают внешний магнитопровод из листовой трансформаторной стали. Магнитопровод состоит из отдельных пакетов, расположенных равномерно по периметру индуктора. На печах промышленной частоты магнитопроводы изготовляют из стали толщиной 0,5 мм, а на печах повышенной частоты — толщиной 0,35 мм.
Каркас. Каркасы печей небольшой вместимости выполняют из дерева и абсбоцемента, а также из немагнитных металлов. Каркасы печей большой вместимости должны иметь большие жесткость и прочность, поэтому их изготовляют из профильной стали, т. е. швеллера, уголка, балки.
Футеровка. Условия работы индукционной печи предъявляют определенные требования к ее футеровке. Футеровка должна выдерживать механическое воздействие жидкого металла, что особенно важно для печи большой вместимости (свыше 10 т). Футеровка со стороны жидкого металла должна иметь плотную спекшуюся поверхность, через которую он не сможет просочиться. Со стороны индуктора футеровка должна быть неспекшейся. Это предупреждает образование в ней сквозных трещин. Стойкость футеровки определяет срок службы печи до очередного ремонта. В зависимости от металлургического процесса применяют кислые или основные огнеупорные материалы. Как правило, при изготовлении футеровки печи применяют огнеупорные массы и для подины — фасонные огнеупорные изделия. Индукционные тигельные печи для плавки чугуна футеруют сухой кварцитовой массой. Вначале из фасонных огнеупорных изделий выполняют подину печи, затем на внутреннюю поверхность индуктора наносят слой густой кварцитовой обмазки толщиной 10 мм, который после затвердевания обклеивают или листовым асбестом, или плитками из теплоизоляционного материала.
Футеровку тигля изготовляют методом уплотнения вибрацией с использованием ручных или механических вибраторов. Для изготовления тигля применяют сухие кварцитовые массы. Вначале выполняют нижнюю часть тигля. Затем на под тигля устанавливают металлический шаблон и в пространство между индуктором и шаблоном засыпают огнеупорную массу. Во избежание разделения фракций массы ее подают в печь по матерчатому или резинотканевому рукаву.








