 2015-05-13
2015-05-13 3911
3911ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ГАЛЬВАНИЧЕСКИМ НАРАЩИВАНИЕМ
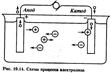
Гальваническое наращивание металла на поверхность детали основано на процессе электролиза. Под действием постоянного электрического тока, поступающего в электролит через проводники-электроды, положительно заряженные ионы (катионы) движутся к катоду, а отрицательно заряженные ионы (анионы) - к аноду (рис. 10.14).
 При электроосаждении металлов, стоящих в ряду напряжений выше водорода, одновременно с ними происходит выделение водорода, который в большинстве случаев ухудшает качество покрытий, придавая им хрупкость, и увеличивает продолжительность электролиза, так как часть электрической энергии расходуется на его выделение Восстановление деталей гальваническими покрытиями обладает следующими достоинствами в сравнении с другими способами восстановления:
При электроосаждении металлов, стоящих в ряду напряжений выше водорода, одновременно с ними происходит выделение водорода, который в большинстве случаев ухудшает качество покрытий, придавая им хрупкость, и увеличивает продолжительность электролиза, так как часть электрической энергии расходуется на его выделение Восстановление деталей гальваническими покрытиями обладает следующими достоинствами в сравнении с другими способами восстановления:
отсутствием термического воздействия на детали, вызывающего в них нежелательные изменения структуры и механических свойств;
получением с большой точностью заданной толщины покрытий, что позволяет снизить до минимума припуск на последующую механическую обработку и ее трудоемкость;
осаждением покрытий с заданными непостоянными по толщине физико-механическими свойствами;
одновременным восстановлением большого числа деталей, что снижает трудоемкость и себестоимость ремонта единицы изделия; автоматизацией технологического процесса.
Гальванические и химические покрытия классифицируют по назначению, способу получения и характеру защиты. По назначению их делят на покрытия для компенсации износа, защиты, защитно-декоративные и специальные покрытия. Назначение первых — обеспечить возможность повторного использования деталей в результате компенсации износа их рабочих поверхностей. Основная цель защитного покрытия — защита поверхности от атмосферной коррозии. Защитно-декоративные покрытия защищают детали от коррозии и придают им эстетический вид. Специальные покрытия применяют для придания деталям поверхностной твердости, износо- и жаростойкости, отражательной способности, электропроводности, изоляционных и других специальных свойств.
Хромирование
Данный способ ремонта относится к ремонту деталей гальваническим наращиванием, основанным на процессе электролиза. Под действием постоянного тока, поступающего в электролит ч/з проводник. В результате на катоде выделяются металл и Н2, а на аноде кислотные и водные остатки.
Кол-во вещ-ва.выделяемого на катоде:
 ,
,
где С-электрохим эквивалент; I-сила тока; Т-время эликтролиза.
Средняя толщина металла, осажденного на катоде:

где Dк-плотность тока; a-выход металла по току; r-плотность осажденного металла.
Хромирование применяется при восстановлении размеров, получении декоративных коррозионностойких и износостойких покрытий. После хромирования снижается усталостная прочность. Различают хром гладкий по накатке и пористый. Гладкий по накатке следует применять в условиях достаточной смазки при небольших скоростях. А пористый – в условиях граничного трения. Электрохим-ое осаждение хрома отличается по составу электролита и по условию протекания процесса. Хромовый ангидрид растворяется в дистиллированной воде и после отстаивания переливается в ванну, в которую затем добавляют серную кислоту. При хромировании применяют нератстворимые аноды из свинцово-алюминиевого сплава. Величина зазора м/у деталью и анодом должно быть не менее 30 мм, а между деталью и дном ванны – не менее 50 мм.
Хромовые покрытия разделяют на 3 вида:
1) молочные – наиболее мягкие и вязкие без трещин и обладают большой износостой-тью;
2) блестящие – отличаются высокой плотностью, износо-тью, хрупкостью и имеют на пов-ти мелкую сетку трещин;
3) матовые – имеют повышен твердость и хрупкость, низкую износостойкость и наличие трещин на пов-ти.
Преимущества: высокая прочность сцепления, высокая износостойкость, химич стойкость.
Недостатки: длительность процесса электролиза, его сложность, трудоемкость, ограниченная толщина покрытия, высокая себестоимость.
Электролитическое осталивание
При прохождении пост тока низкого напряжения ч/з раствор солей железа происходит осаждение на катоде электролитического железа. Прочность и твердость осаждаемого слоя приближается к свойствам углеродной стали, поэтому процесс назвали осталиванием. Для электролит-ого осталивания прмен-ся несколько типов электролитов: хлористые, бор-хлористо-водородные на основе железа. Для осталивания примен холодные и горячие электролиты. Аноды изготовляются из малоуглерод стали. Для приготовления электролит очищают, загружают в раствор НСL c дистиллированной водой. Затемзасыпают остальные соли. И после осталивания 12…18 ч фильтруют и корректируют кислотность и содержание железа. Введение хлористого натрия обеспечивает снижение напряжения, уменьшение испарения электролита и повыш твердость покрытия. А введение хлористого марганца – увеличивает сцепление.
В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью, соответствующей углеродистой незакаленной стали (НВ 120—220), и твердые покрытия с твердостью, соответствующей закаленной стали (НВ 250—600).
Преимущества: исходные материалы, входящие в состав электролита, дешевы; выход металла по току составляет 75…95%; скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании; механическую обработку покрытия после осталивания производят при обычных режимах резания; процесс осталивания легко регулируется и может быть автоматизирован.
Недостатки: высокая коррозионная активность электролита; сложность техпроцесса; необходим-ть частой фильтрации электролита.








