 2015-05-30
2015-05-30 1898
1898Расчет в данном случае, очевидно, должен начинаться с расчета множества вокселей тела (ТД) или поверхности (ПД) получаемой детали на основе следующих схем с использованием суммы множеств:
ТД=  ТД i; ПД= ПД i, (4.1)
ТД i; ПД= ПД i, (4.1)
где ТД i и ПД i — множества вокселей i-го тела и i-й поверхности, составляющих, наряду с остальными (n-1) телами и поверхностями получаемую деталь.
Аналогичным образом определяются множества тела или поверхности инструмента (ТИ, ПИ). Отметим, что для расчета траектории достаточно лишь множеств поверхностей и детали и инструмента, расчет множеств вокселей тел может быть необходим лишь как промежуточный этап для расчета поверхностей. В качестве расчетной поверхности инструмента может быть его исходная инструментальная поверхность или реальная поверхность.
Последний случай, очевидно, требует учета главного движения резания инструмента, что существенно увеличивает объем вычислений, однако является более полноценным и дает больше возможностей по учету различных технологических факторов. Использование ИИП в качестве расчетной поверхности, как отмечалось ранее, является общепринятым в настоящее время. Для расчета множества вокселей такой поверхности достаточно тривиальных зависимостей, используемых в таких случаях.
|
|
|
Расчет траектории движения инструмента производится из условия отсутствия среза инструментом поверхности детали:
ПД Ç ПИ = Æ. (4.2)
Координаты узловых точек вокселей приведенных множеств рассчитываются в одной и той же системе координат, например, системе детали. Таким образом, вся задача определения траектории здесь по существу сводится к выбору стратегии обработки детали и расчету изменения управляющих координат при невыполнении условия (4.2). Например, в случае трехосевой обработки детали при использовании стратегии «ЗИГЗАГ» (TYPE 1) фреза перемещается дискретно по координатам вдоль осей станка x и y. В случае, когда условие (4.2) нарушается, фрезе сообщается перемещение вверх от заготовки. Далее вновь необходимо проверить указанное условие и процесс расчета должен быть повторен, пока такое условие не будет удовлетворено:
Zi = Zi-1 + DZ пока ПД Ç ПИ ¹ Æ. (4.3)
В данном случае примем систему координат детали так, что ее оси x и y параллельны принятым для станков с ЧПУ соответствующим координатным осям, а аппликату z направим вверх противоположно такой же оси, принятой у станков с ЧПУ. Поскольку деталь может иметь как выступы, так и впадины, то в последнем случае фреза должна получать перемещение вниз до момента касания с деталью. Факт касания фрезы и детали определяется условием пересечения любого из вокселей, прилегающих к вокселям поверхности инструмента (ППИ), с вокселем детали:
|
|
|
Zi = Zi-1 – DZ пока ПД Ç ППИ ¹ Æ и ПД Ç ПИ = Æ. (4.4)
Расчет множества прилегающих вокселей ППИ производится путем изменения координат узловых точек вокселей поверхности инструмента ПИ на величину дискреты перемещения:
Zпj = Zj – DZ, (4.5)
где Zпj — аппликата j-го прилегающего вокселя;
Zj — аппликата j-го вокселя поверхности инструмента.
На основании приведенных зависимостей разработана программа ЭВМ, результаты работы которой приведены на рисунках 4.3 – 4.7.
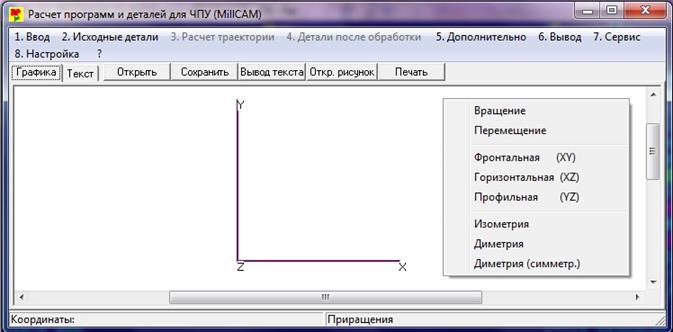
Рисунок 4.3 – Окно программы после ее запуска и контекстное меню
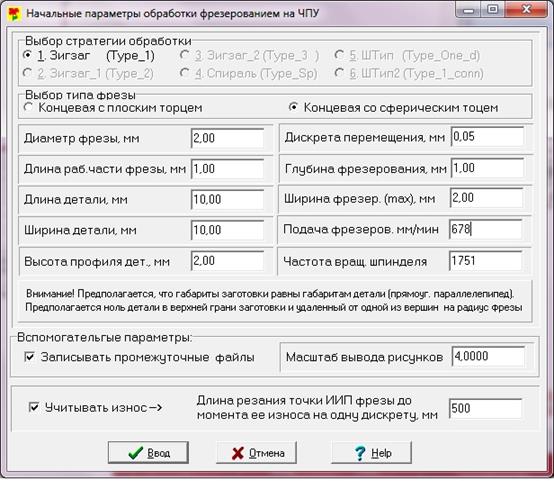
Рисунок 4.4 – Диалоговое окно программы для ввода исходных данных
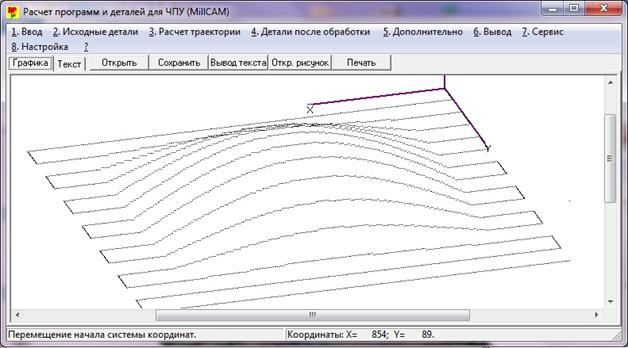
Рисунок 4.5 – Результаты расчета траектории инструмента
для детали с формой поверхности в виде компьютерной мыши
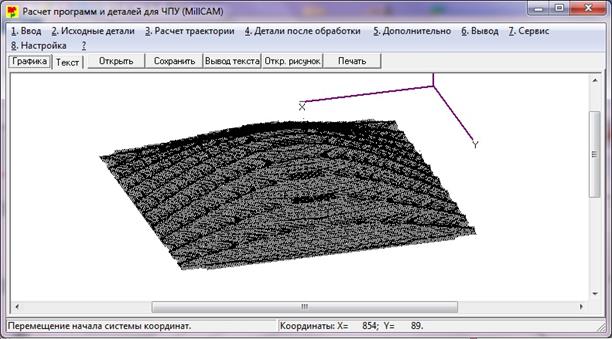
Рисунок 4.6 – Результаты расчета заготовки после ее обработки

Рисунок 4.7 – Модель ИИП фрезы с учетом моделирования ее износа








