 2015-06-04
2015-06-04 1278
1278| Способ обработки | Квалитет | Параметр шероховатости R a, мкм |
| В сплошном металле | ||
| Сверление | 25…12,5 | |
| Сверление и зенкерование | 6,3…3,2 | |
| Сверление и развертывание | 8…9 | 3,2…1,6 |
| Сверление и протягивание | 9…8 | 3,2…0,4 |
| Сверление, зенкерование и развертывание | 9…8 | 1,6…0,8 |
| Сверление и двукратное развертывание | 8…7 | 1,6…0,4 |
| Сверление, зенкерование и двукратное развертывание | 8…7 | 0,8…0,4 |
| Сверление, зенкерование и шлифование | 8…7 | 0,8…0,4 |
| Сверление, протягивание и калибрование | 8…7 | 0,8…0,4 |
| В заготовках с отверстиями | ||
| Зенкерование или растачивание | 6,3…3,2 | |
| Рассверливание | 25…6,3 | |
| Двукратное зенкерование или двукратное растачивание | 12,5…6,3 | |
| Зенкерование или растачивание и развертывание | 9…8 | 3,2…1,6 |
| Зенкерование и растачивание | 9…8 | 6,3…3,2 |
| Двукратное зенкерование и развертывание или двукратное растачивание и развертывание | 9…8 | 1,6…0,8 |
| Зенкерование или растачивание и двукратное развертывание | 8…7 | 0,8…0,4 |
| Зенкерование или двукратное растачивание и двукратное развертывание или тонкое растачивание | 8…7 | 0,8…0,2 |
| Зенкерование или двукратное растачивание и хонингование | 8…7 | 0,2…0,05 |
| Зенкерование и растачивание, тонкое растачивание и хонингование | 8…7 | 0,1…0,025 |
| Протягивание и шлифование | 8…7 | 0,8…0,2 |
Наличие кондукторных втулок определяет смещение оси отверстия кондукторной втулки относительно номинального положения Dсм и увод оси сверла Dув:
 ,
,
где ТА кон рассматривается как Dизг; e п. в – эксцентриcитет постоянной втулки, т.е. несоосность внутренней и наружной поверхностей постоянной втулки; e б. в – эксцентриситет быстросменной втулки; S в– максимальный зазор между быстросменной и постоянной втулками. По литературным источникам, e п. в, e б. в = 0,0025 –- 0,005 мм.
Ось внутренней поверхности сменной втулки, определяющая положение инструмента, при наличии e п. в, e б. в смещается относительно номинального положения в произвольном направлении, поэтому e п. в, e б. в рассматриваются как случайные величины. Рассмотрим случайные погрешности увода оси сверла Dув (рис. 27).
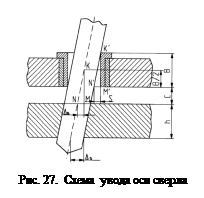 Здесь В – высота втулки, С – зазор между нижним торцом втулки и поверхностью заготовки.
Здесь В – высота втулки, С – зазор между нижним торцом втулки и поверхностью заготовки.
Через зазор С осуществляется удаление стружки, что способствует уменьшению износа кондукторной втулки. При сверлении чугуна и других хрупких материалов С = (0,3 – 0,5) d; при сверлении стали и других вязких материалов С = d; при зенкеровании С = 0,3 d (d – диаметр инструмента).
Под действием неуравновешенных сил, возникающих при обработке отверстия, инструмент смещается на зазоре S max между смежной втулкой и инструментом. В результате этого возникает погрешность пространственного положения оси обрабатываемого отверстия, причем место контакта инструмента со втулкой при вращении инструмента меняется.
Из подобия треугольников KMN и K¢ M ¢ N¢ ввиду равенства углов следует:

 .
.
Тогда D ув = S max (C / B + 1/2)при C = 0; D ув = 0,5 S max. На противоположном торце увод оси сверла будет больше:

Dув обычно для всех деталей в партии имеет направление одного знака, определяемое перекосом сверла. Поэтому в расчетные формулы необходимо вносить D ув в радиальном направлении.
Износ кондукторной втулки приводит к искажению формы ее направляющего отверстия в диаметральном и осевом сечениях. По мере износа зазор между втулкой и инструментом увеличивается, что и определяет характер расположения оси отверстия в обрабатываемой детали, т.е. влияет на Dув.
С учетом износа можно записать:
 ,
,
где D d изн – увеличение диаметров втулки за счет износа. D d изн определяется экспериментально, поэтому в проектных расчетах определяется допустимый износ. При этом предельным износом считается нижнее допустимое отклонение обрабатываемого отверстия. Для рассматриваемого примера расчетная формула имеет вид:
 .
.
10. Базирование заготовки по двум цилиндрическим
отверстиям с параллельными осями и плоскости,
перпендикулярной осям отверстий
Эта схема базирования используется при обработке плит, рам, станин, корпусных и других деталей. Она обеспечивает простую конструкцию приспособления, позволяет достаточно точно выдерживать принцип постоянства баз и дает возможность относительно просто осуществлять передачу и фиксацию заготовок на автоматических линиях. Установочными элементами служат два пальца (жестких или выдвижных) и опорные планки (рис. 28). Плоскость и два отверстия заготовки всегда точные чистовые базы. Плоскость обрабатывается начисто на одной из первых операций, отверстия, как правило, развертывают по 7-му квалитету. На плоскости располагается три опорные точки, на поверхности одного цилиндрического отверстия – две, на поверхности другого цилиндрического отверстия – одна опорная точка.
Заготовка может базироваться на два цилиндрических пальца (рис. 28, б) или на один цилиндрический, один ромбический палец (рис. 28, в). Сопряжение пальцев с отверстием осуществляется по посадке с гарантированным зазором.
 Существует условие, определяющее возможность установки заготовок на два цилиндрических пальца, которое может быть получено из рассмотрения следующей размерной цепи:
Существует условие, определяющее возможность установки заготовок на два цилиндрических пальца, которое может быть получено из рассмотрения следующей размерной цепи:
Здесь e 1 – эксцентриситет между осью отверстия 1 и осью пальца; e 2 – эксцентриситет между осью отверстия 2 и осью пальца.



|
|
|
|
|
|
|
|
|
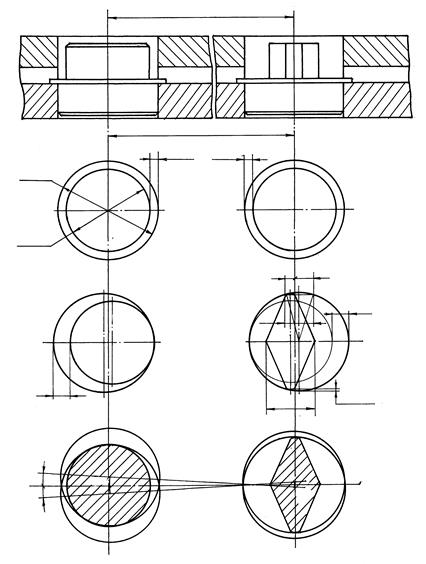
Рис. 28. Базирование заготовки по двум цилиндрическим отверстиям
с параллельными осями и плоскости, перпендикулярной осям отверстия:
а, б – номинальное положение; в – предельное положение; г – поворот заготовки
Рассматриваем предельный случай, когда зазоры в сопряжениях пальцев с отверстиями минимальны, ибо в противном случае пальцы не войдут в отверстие.
Основное уравнение размерной цепи имеет вид: e 1 + e 2 = L о – L п. Использование метода максимума-минимума дает:
S 1min. + S 2min = TL о + TL п. (10)
Тогда условие базирования на два цилиндрических пальца имеет вид:
S 1min + S 2min≥ TL о + TL п. (11)
Диаметр одного из пальцев задают равным номинальному диаметру базового отверстия, а поле допуска назначают по f 6, f 7, e 9 в зависимости от точности отверстия. Если и второй палец устанавливать с такими малыми зазорами, то допуски на межцентровые расстояния L отв, L п должны быть очень малы. Это делает обработку базовых отверстий дорогой. Обычно допуски на межцентровые расстояния пальцев и отверстий значительно шире допусков на их диаметры. Поэтому, чтобы выдержать условия базирования заготовки на два цилиндрических пальца, диаметр второго пальца приходится значительно уменьшать. В связи с этим возникает задача расчета размеров второго пальца при заданных TL отв, TL п размеров отверстий и первого пальца.
S 2min =  –
–  .
.
Подставляем это выражение в (10) и получаем:
 = S 1min + D
= S 1min + D  – TL о – TL п.
– TL о – TL п.
Рассмотрим пример, изложенный в [37]. В приспособлении необходимо установить заготовки, имеющие базовые отверстия 20+0,021(Н 7) и допуск на межцентровые расстояния TL о =  0,05 мм; TL п = 0,02 мм.
0,05 мм; TL п = 0,02 мм.
Решение. В первое отверстие устанавливаем палец с полем допуска f 7, т.е. d 20  .
.
Тогда Sl min = D оmin – d пmax = 20 – 20– 0,020 = 0,020 мм.
Определяем d  = S 1 + D – TL о – TL п= 0,020 + 20 – 0,1 –- 0,04 = 19,88 мм.
= S 1 + D – TL о – TL п= 0,020 + 20 – 0,1 –- 0,04 = 19,88 мм.
Окончательно  = 19,88– 0,021 мм.
= 19,88– 0,021 мм.
Тогда S 2min = D – d = 20 – 19,88 = 0,12 мм.
Зазор в сопряжении второго пальца и отверстия по сравнению с зазором в сопряжении первого пальца и отверстия увеличился на 0,12 – 0,02 = 0,1 мм. Это ведет к снижению точности установки. Значительно повысить точность удается, если второй палец будет срезанным (ромбическим), а не цилиндрическим (рис. 28). При этом имеем следующее: в осевом направлении имеем зазоры S 1min и Х. Геометрические параметры таковы, что S 1min < X. Поэтому
положение заготовки в осевом направлении определяется цилиндрическим пальцем и отверстием. В то время когда зазор выбран цилиндрическим пальцем, он не будет выбран ромбическим пальцем. Это позволяет увеличить допуск на L о, L п, что является положительным фактором. Говорят, что применение ромбического пальца снижает влияние допуска межосевого расстояния отверстий заготовки на точность ее установки в приспособлении. Ввиду наличия зазоров заготовка поворачивается. Наличие ромбического пальца уменьшает поворот.
Рассмотрим аналитические соотношения. Минимальный зазор между ромбическим пальцем и отверстием есть Х. Условие базирования на цилиндрический и ромбический пальцы получаем, заменив в выражении (11) S 2min на Х:
 . (12)
. (12)
Х определим, рассмотрев два треугольника  и
и  , которые имеют общую высоту h:
, которые имеют общую высоту h:
 .
.
 есть радиус описанной окружности, из которой и вырезается палец. Тогда
есть радиус описанной окружности, из которой и вырезается палец. Тогда

Отсюда 
Так как С = X + b, то
 (13)
(13)
Определим . Подставив (13) в (12), получим:
 .
.
Из условия равенства найдем :

Установочные пальцы стандартизованы, цилиндрические - по ГОСТ 12209–66, ромбические - по ГОСТ 12210–66. Рекомендованные размеры ромбических пальцев приведены в табл. 44.
Таблица 44








