 2015-06-04
2015-06-04 1161
1161Процесс синтеза заключается в создании системы, наиболее пригодной к данным требованиям и обеспечивающей оптимальные режимы работы для всех устройств, входящих в данную систему.
Он состоит из нескольких этапов:
1 Построение структурных схем (составляется по принципиальной схеме).
2 Преобразование структурных схем к виду, наиболее удобному для настройки.
3 Настраивается внутренний контур
4 Строится ЛАЧХ замкнутого внутреннего контура и по ней делается вывод о правильности настройки контура. В случае, если построенная ЛАЧХ не удовлетворяет требуемым параметрам, то следует вернуться к пункту 3.
5 Внутренний контур заменяется одним звеном с известной передаточной функцией.
Далее настраивается внешний контур по отношению ко внутреннему, который, в свою очередь, может также являться внутренним для какого-то другого контура..
И так до тех пор, пока не будет настроена вся система.
Например, схема с подчиненным регулированием координат (рис. 11.4).
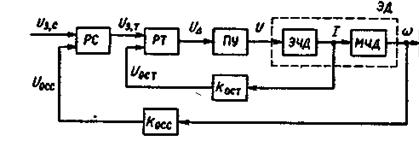
Рис. 11.4. Схема ЭП с подчиненным регулированием координат
Регулирование каждой координаты осуществляется своими регуляторами — тока РТ, скорости PC, которые вместе с соответствующими обратными связями образуют замкнутые контуры. Они располагаются таким образом, что входным, задающим сигналом для контура тока Uз.т является выходной сигнал внешнего по отношению к нему контура скорости. Таким образом, внутренний контур тока подчинен внешнему контуру скорости.
Основное достоинство схемы с подчиненным регулированием заключается в возможности оптимальной настройки регулирования каждой координаты, в силу чего она находит в настоящее время основное применение в ЭП. Кроме того, подчинение контура тока контуру скорости позволяет простыми средствами осуществлять ограничение тока и момента, для чего необходимо лишь ограничить на соответствующем уровне сигнал на выходе регулятора скорости (он же — сигнал задания уровня тока).
Многие реальные технологические процессы предусматривают объединение в единый комплекс нескольких рабочих машин и механизмов, должным образом между собой взаимодействующих. За счет соответствующего управления ЭП обеспечивается требуемая последовательность всех технологических операций, достигаются наилучшие (оптимальные) режимы работы промышленного оборудования и самого ЭП.








