 2015-07-04
2015-07-04 518
518Основная задача размерной привязки настройки инструмента, является
согласование координатных систем СКС (Xст Zст) и СКД (Xд, Zд) (рис.5.5), с
учетом вылетов инструментов Xи, Zи.
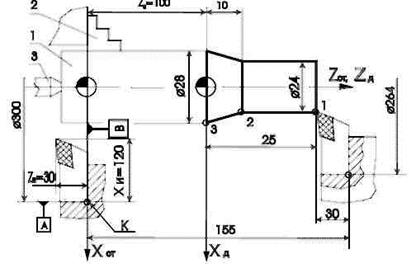 |
Рис.5.5 Согласование координатных систем
Служебная программа «выход в ФП», определила начало СКС – плоскость
В, инструментального гнезда резцедержки «0» по Zст, а плоскость А (диаметр
300), «0» по Xст. Заготовка детали 1 (штамповка) базируется в кулачках
патрона 2 по технологическому упору 3.
В УП технолог-программист записывает координаты опорных точек контура
детали 1, 2, 3 в выбранной им СКД. Приводы станка перемещают базовую точку
суппорта К в СКС. Поэтому при технологической наладке необходимо
определить и ввести в память УЧПУ величины коррекции ΔX и ΔZ, которые,
алгебраически суммируясь с координатами точек, записанных в УП Xд и Zд,
дадут координаты Xст и Zст в СКС – координаты, обеспечивающие движение
вершины резца по точкам 1, 2, 3, определенным технологом-программистом.
Заполним таблицу 4.5, учитывая, что ΔX определяется на диаметр.








