 2015-07-21
2015-07-21 904
904направляющих пластин (d = 18... 65 мм); г - многокромочная напайная головкаБТА (d = 18... 65 мм); д - многокромочная головка с механическим креплением режущих и направляющих пластин (d > 65 мм)
Головки с механическим креплением твердосплавных пластин имеют преимущества по сравнению с напайными, а именно: отсутствие заточки и быстросменность пластин.
Сложные по конструкции корпуса головок БТА изготавливают методом точного литья с последующей нарезкой ленточной резьбы на хвостовой части. У сверл крупных диаметров корпуса изготавливают фрезерованием и точением на станках с ЧПУ. При сверлении отверстий малых диаметров (d = 6...20 мм) применяются опытные конструкции сверл БТА, выполненные путем врезания и пайки Т-образных твердосплавных пластин в стальной трубчатый стебель (рис. 23, а ). Однако в этом случае трудности с удалением стружки возрастают еще в большей степени. Гарантированная глубина сверления отверстий сверлами БТА при горизонтальном положении заготовки достигает 100d, а при вертикальном – 50d.
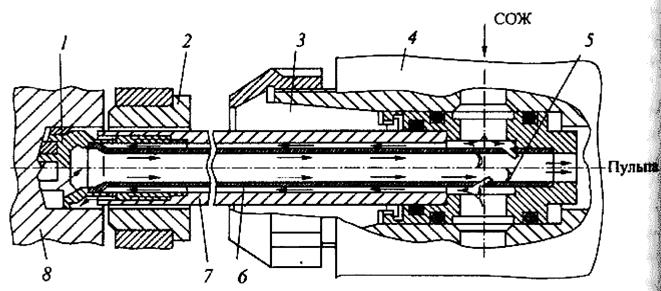
Рис. 24. Схема работы эжекторного сверла:
1 - режущая головка; 2 - кондукторная втулка; 3 - цанга; 4 - зажимной патрон; 5 - сопла эжектора; 6 - тонкостенная труба; 7 - стебель;








