 2020-01-14
2020-01-14 123
123Для обработки нашей заготовки используем резец с режущей пластиной из твёрдого сплава титановольфрамовой группы Т5К10 – 5% карбида титана и 10% кобальта, остальное – карбид вольфрама. Марка твердого сплава Т5К10 используется для черновой обработки с большими сечениями среза при прерывистом резании и переменном сечении среза. Для получистовой и чистовой обработке используется пластинка из твердого сплава Т15К6– 15% карбида титана и 6% кобальта, остальное – карбид вольфрама
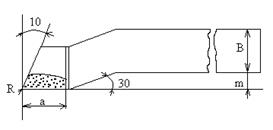
Резец проходной отогнутый с углом в плане φ=900 2103-0057 ГОСТ 18879-73
| Н | В | L | m | a | R |
| 25 | 16 | 140 | 7 | 16 | 0,1 |
Для сверления в сплошном материале используем сверла спиральные Æ 12 из быстрорежущей стали с коническим хвостовиком нормальное (ГОСТ 10903-77)
| d мм | Нормальные | Конус Морзе | |
| L | l0 | ||
| 12 | 180 | 100 | 1 |
Для фрезерных работ на горизонтально-фрезерном станке выбираем фрезы из быстрорежущей стали:
-- для фрезировании паза, используем дисковую пазовую фрезу (ГОСТ 3964-69)
| D | d | B | z |
| 160 | 40 | 14 | 20 |
| D | d | B | f | c | Z |
| Не более | |||||
| 100 | 32 | 10 | 5 | 0,3 | 20 |
-- для фрезировании лысок, используем дисковую трехстороннюю фрезу со вставными ножами (ГОСТ 1669-69)
VII. Расчёт припуска на механическую обработку
Определение припусков расчетно-аналитическим методом, для обработки поверхностей наружных и внутренних тел вращения

где Ti – глубина дефектного слоя материала оставшегося от предшествующего перехода;
Rz – высота микронеровностей полученная от предшествующего перехода
ri-1 – кривизна оставшаяся от предшествующего вида обработки;
xi – погрешность установки при выполнении данного перехода
для чернового rзаг=Dк*L
где Dк – удельная кривизна проката L мм длины, мкм. Dк=0,6 мкм.
для получистового 50% от rзаг
для чистового 5% от rзаг
Результаты расчетов сведены в таблицу 7.1








