 2020-04-12
2020-04-12 1173
1173ГОБПОУ «Липецкий машиностроительный колледж»
ПО ИНЖЕНЕРНОЙ ГРАФИКЕ
«Соединения стандартные резьбовые»

Для специальностей: 23.02.02 Автомобиле- и тракторостроение
08.02.08 Монтаж и эксплуатация оборудования и систем газоснабжения
08.02.07 Монтаж и эксплуатация внутренних сантехнических устройств, кондиционирования воздуха и вентиляции 15.02.01 Монтаж и эксплуатация промышленного оборудования
23.02.03 Техническое обслуживание и ремонт автомобильного транспорта
15.02.08. Технология машиностроения
13.02.11 Техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям)
Липецк 2018 год
Предлагаемые методические указания содержат сжатое изложение основных понятий и определений, которые необходимо знать студентам при выполнении работы «Соединения стандартные резьбовые». Объем собранного материала и рассмотренные графические примеры помогут студентам самостоятельно выполнить работу, предусмотренную планами практических занятий.
Составитель __________ Е.А. Челокьян, преподаватель общетехнических дисциплин.
Рецензент: И.А. Чернова - преподаватель общетехнических дисциплин
Рассмотрена и одобрена цикловой
комиссией «Общетехнические
дисциплины»
Протокол № 10 от «29» мая 2018 г Зам. директора по методической
Председатель цикловой комиссии работе
____________ И.А. Чернова ______________ Ю.А.Гуськова
Цель задания:
§ Изучить основные положения стандартов, относящихся к конструкциям и изображениям на чертежах изделий болтовых, винтовых и шпилечных соединений.
§ Освоить методику и технику выполнения изображений на чертежах разъемных соединений.
§ Приобрести теоретические знания, практические умения и навыки, необходимые для чтения сборочных чертежей и чертежей общих видов изделий.
§ Усвоить термины и определения понятий, относящихся к конструкциям и правилам изображения на чертежах разъёмных резьбовых соединений.
Оборудование:
форматы А4 в клетку, карандаши различной мягкости, набор чертежных инструментов (циркуль, измеритель, линейка, угольник, транспортир и т. п.), задание.
Учебная литература:
1. А. М. Бродский, Э. М. Фазлулин, В. А. Халдинов. Инженерная графика (металлообработка). – М.: Издательский центр «Академия», 2015.
2. А. М. Бродский, Э. М. Фазлулин, В. А. Халдинов. Практикум по инженерной графике: – М. Издательский центр «Академия», 2015.
Содержание графической работы:
На формате листа A3 перечертить изображения деталей в масштабе 2:1. Изобразить упрощенно по ГОСТ 2.315 - 68 соединения деталей болтом, винтом и шпилькой (фронтальный разрез и вид сверху). Размеры болта, винта и шпильки увеличить в два раза. Данное задание выполняется как сборочный чертеж.
На формате листа А4 выполняется спецификация к сборочному чертежу, выполненному на формате А3.
Содержание
Введение…………………………………………..........………………………….... 4
Стандартные резьбы………………………………………………………………... 4
Стандартные крепежные изделия………………………………………………….. 5
Резьбовые соединения…………………………………………………………….. 17
Методические рекомендации к выполнению расчетно-графической работы…. 19
Вопросы для самоконтроля……………………………………………………..... 21
ПРИЛОЖЕНИЕ 1. Варианты заданий к графической работе………………….. 22
ПРИЛОЖЕНИЕ 2. Пример содержания листа 1………………………………… 29
ПРИЛОЖЕНИЕ 3. Порядок заполнения спецификации……………….……….. 30
ПРИЛОЖЕНИЕ 4. Алгоритм построения расчетно-графической работы…….. 31
Введение
В современной технике широко применяются различные виды соединений деталей. Соединения подразделяют на разъемные и неразъемные.
Разъемными называются соединения, повторная сборка и разборка которых возможна без повреждения их составных частей. Соединения, не предусматривающие возможность их разборки, называют неразъемными. К разъемным соединениям относят соединения резьбовые. Эти соединения являются наиболее распространенным видом разъемных соединений. Резьбовые соединения - соединение деталей с помощью резьбы, в котором одна из деталей имеет наружную резьбу, а другая - внутреннюю. Резьбовые соединения создают с помощью стандартных крепежных деталей (болтов, винтов, шпилек, гаек и т.д.) и других деталей, снабженных резьбой.
В данном учебно-методическом пособии рассмотрены крепежные детали общего назначения: болты, винты, шпильки, гайки, шайбы и соединения с помощью этих деталей. Методические указания содержат основные положения по выполнению и расчету стандартных крепежных деталей. Даны варианты индивидуальных заданий и последовательность их выполнения.
Стандартные резьбы
Для крепежных деталей применяют резьбу треугольного профиля с углом при вершине 60 ° или 55 ° одноходовую, имеющую небольшой угол подъема винтовой линии.
На деталях с резьбой такого типа лучше удерживается гайка от самопроизвольного отвинчивания при толчках и сотрясениях работающей машины (свойство самоторможения).
Треугольные крепежные резьбы бывают метрические и дюймовые.
Резьбы ходовые используют на ходовых винтах металлорежущих станках, прессов и многих других механизмов. Ходовые винты должны обеспечивать гайке возвратно-поступательное движение. Для этой цели применяют резьбы с большим углом подъема винтовой линии. Таким свойством обладают много ходовые резьбы (двух– и трехходовые) трапецеидального профиля.
На винтах домкратов и прессов часто нарезают одноходовую резьбу квадратного профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. Поднятый домкратом груз под влиянием сил трения на винтах такой резьбы не может самопроизвольно опуститься, если, например, перестают вращать и отпускают подъемную рукоятку.
У трапецеидальной резьбы зазор может быть устранен применением разрезных гаек. Резьбы упорные применяют обычно для восприятия больших усилий, действующих в одном направлении (прессы и др.).
Ходовые резьбы применяют также для винтов, испытывающих в работе ударную нагрузку (рывки). Такого типа резьбы применяют, например, в винтах вагонных винтовых стяжках.
Профили, на которые введены стандарты, показаны на рис. 1.
Резьбы преимущественно применят правые, при использовании левых резьб к их обозначению добавляют LH.

Рис.1 Стандартные резьбы
Стандартные крепежные изделия
Стандартные крепежные резьбовые изделия весьма разнообразны по форме, точности изготовления, материалу, покрытию. Их разделяют на детали общего назначения и специальные, предназначенные для применения в определенных видах изделий или в особых условиях (рис. 2).
Болты, винты, шпильки и шурупы, изготовленные из углеродистых и легированных сталей, характеризуют в обозначении одним из двенадцати классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9, где первое число, умноженное на 100 (10), определяет минимальное временное сопротивление в МПа (кгс/мм2); второе, умноженное на 10, определяет отношение предела текучести к временному сопротивлению в процентах; произведение чисел определяет предел текучести в МПа (кгс/мм2).
В обозначениях пишут 36, 46 и т.д. (точку опускают). Чем больше число, тем прочнее сталь.

Рис. 2 Классификация стандартных крепежных деталей
Для гаек установлено 7 классов прочности: 4, 5, 6, 8, 10, 12, 14. Умножив эти числа на 100 (10), получают напряжение от испытываемой нагрузки в МПа (кгс/мм2).
В зависимости от условий эксплуатации – легких, средних или жестких – крепежные детали выпускают с тем или иным покрытием.
Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, велико, причем каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторскую документацию, должны быть точными.
При записи обозначений необходимо следить, чтобы промежутки между его составными частями не были излишне малыми и большими (рекомендуется брать равными ширине буквы применяемого размера шрифта). На рис. 3 приведена схема условного обозначения болтов, винтов, шпилек и гаек согласно ГОСТ 1759.0-87.

Рис. 3 Схема условного обозначения болтов, винтов, шпилек и гаек
Болты
Болт состоит из двух частей: головки и стержня с резьбой. В большинстве конструкций болтов на его головке имеется коническая фаска, сглаживающая острые края головки и облегчающая наложение гаечного ключа при свинчивании. На рис. 4 показано выполняемое на учебных чертежах, когда это требует задание, построение дуг гипербол на боковых гранях головки болта, образующихся при сечении конуса вращения (конической фаски) плоскостями (гранями головки), параллельными его оси. Обычно эти дуги заменяют дугами окружностей, определяемыми каждая тремя точками.
С – вершина конуса вращения;
d, D, S, H, lo – размеры, взятые из соответствующих стандартов болта;
l – рассчитывается в зависимости от толщин стягиваемых болтом деталей, затем выбирается из того же стандарта, что и перечисленные выше размеры.
По размерам, взятым из соответствующих стандартов, изображения строят только на рабочих чертежах, по которым их будут изготавливать.

Рис. 4 Изображение болта на чертеже
Головка болта может быть шестигранной (рис. 5, а), квадратной (рис. 5, б), сферической (рис. 5, в), конической (рис. 5, г) и т.п.

Рис. 5 Формы головок болтов
Болты выполняют с метрической резьбой с крупным и мелким шагом, причем для каждого диаметра d резьбы предусмотрен стандартом лишь один мелкий шаг.
Размеры берутся по: ГОСТ 9150-2002, ГОСТ 24705-2004, ГОСТ 8724-2002, а допуски резьбы берутся по ГОСТ 16093-2004.
Болты с шестигранными головками повышенной, нормальной и грубой точности (классов прочности А, В, С), с нормальной или уменьшенной головкой, с крупным или мелким шагом резьбы выпускаются от одного до нескольких исполнений.
Пример такого болта (ГОСТ 7798-70) в четырех исполнениях дан на рис. 6:
− исполнение 1 – без отверстий в стержне и головке;
− исполнение 2 – с отверстием в стержне под шплинт;
− исполнение 3 – с двумя отверстиями в головке для стопорения проволокой;
− исполнение 4 – с цилиндрическим углублением в головке.
Номинальный диаметр резьбы от 6 до 48 мм, длиной от 8 до 300 мм.
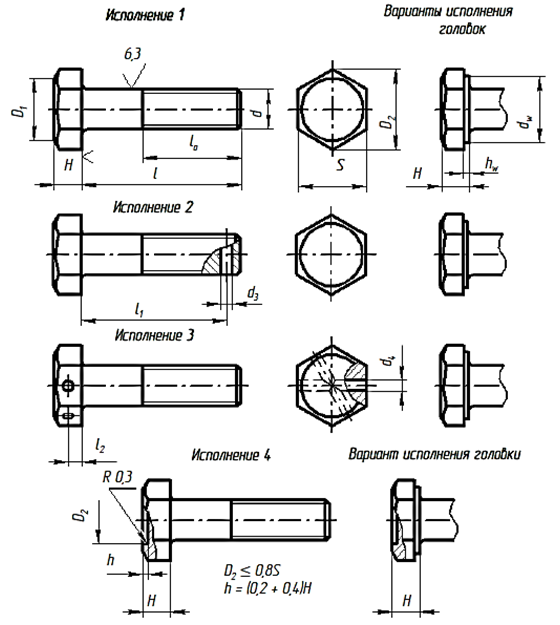
Рис. 6 Болт с шестигранной головкой и варианты его исполнения
Ниже в таблице 1 выборочно приведены основные размеры болтов по ГОСТ 7798 – 70.
Таблица 1. Основные размеры болтов с шестигранной головкой, мм
| Номинальный диаметр резьбы d | 10 | 12 | (14) | 16 | (18) | 20 | 22 | 24 | |
| Шаг резьбы P | крупный | 1,5 | 1,75 | 2,0 | 2,0 | 2,5 | 2,5 | 2,5 | 3,0 |
| мелкий | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2,0 | |
| Размер под ключ S | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 | |
| Высота головки Н | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | |
| Диаметр описанной окружности D, не менее | 18,7 | 20,9 | 24,0 | 26,2 | 29,6 | 33,0 | 35,0 | 39,6 | |
| Длина резьбы lо | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | |
| D1, около | 0,95 S | ||||||||
| Радиус под головкой болта | 0,4÷ 1,1 | 0,6 ÷ 1,6 | 0,8 ÷ 2,2 | ||||||
Примеры обозначений:
а) Болт 3 М12 х 1,25 – 6g х 60.109.40Х.016 ГОСТ 7798-70,
где 3 – исполнение, М – метрическая резьба, 12 – номинальный диаметр, 1,25 – мелкий шаг резьбы, 6g – поле допуска, 60 – длина болта, 109 – класс прочности, 40Х – марка стали, 016 – вид покрытия (цинковое, хроматированное), толщиной 6 мкм.
Класс точности (в данном примере – В) и размеры головки (в данном примере – нормальная) определены ГОСТом 7798-70.
б) Болт 3 М12 х 1,25 – 6g х 60.109.40Х.016 ГОСТ 7805-70.
В этой записи болта изменился только ГОСТ, а это означает, что это такой же болт, как в первом примере, но повышенной точности (класса А) и с уменьшенной головкой под ключ.
Шпильки
Шпилька от болта отличается тем, что у нее отсутствует головка и на обоих концах имеется резьба треугольного профиля, однозаходная, чаще – правая. Одним концом шпилька ввертывается в отверстие детали (этот конец шпильки называют посадочным), а на другой конец навертывается гайка (этот конец шпильки называют стяжным). Шпильки служат для соединения деталей в таких местах, где головки болтов по конструктивным соображениям нежелательны.
Соединение деталей шпилькой применяют вместо болтового соединения в случаях:
а) недостатка места у деталей для размещения головки болта;
б) большой разницы в толщине соединяемых деталей (когда одна из деталей имеет значительную толщину, и применять в этом случае слишком длинный болт неэкономично).
Шпильки выпускают по ГОСТ 22032-76… ГОСТ 22043-76 с диаметром резьбы 2…48 мм и длиной 10…300 мм.
При выполнении рабочих чертежей (эскизов) шпилек резьбу следует изображать со сбегом. Это вызвано тем, что в размер длины резьбы ввинчиваемого конца шпильки l1 (с меньшей длиной резьбовой части) входит сбег резьбы. Резьба гаечного конца шпильки l0 изображается также со сбегом, однако в размер её длины сбег не входит (рис. 7).

Рис. 7 Изображение шпильки на чертеже
Длина конца шпильки l1 зависит от материала детали, в которую она ввинчивается (табл. 2), т.е. для более мягких металлов l1 должна быть больше, чем для более прочных.
Длина резьбового конца l0, предназначенного для гайки примерно следующая: l0 = 2d+6 при l<150мм и l0=2d+12 при l>160мм, где l – длина стержня шпильки без длины ввинчиваемого конца l1.
Стандартные шпильки изготавливают в двух вариантах:
- исполнение 1 – с нарезанной резьбой и исполнение;
- 2 – с накатанной резьбой.
Также различают шпильки общего применения и двухсторонние фланцевые и двух классов точности: А – повышенной и В – нормальной.
Таблица 2. Определение длины ввинчиваемого конца шпильки
| Длина ввинчиваемого конца l1 | ГОСТ | Материал, в который ввинчиваются шпильки | |
| Шпильки нормальной точности В | Шпильки повышенной точности А | ||
| d | 22032-76 | 22033-76 | Сталь, бронза, латунь и т.п. |
| 1,25 d | 22034-76 | 22035-76 | Ковкий и серый чугун (допускается сталь, бронза) |
| 1,6 d | 22036-76 | 22037-76 | Ковкий и серый чугун (допускается сталь, бронза) |
| 2 d | 22038-76 | 22039-76 | Легкие сплавы (допускается сталь) |
| 2,5d | 22040-76 | 22041-76 | Легкие сплавы (допускается сталь) |
| l1= l0 | 22042-76 | 22043-76 | Без ограничения |
Примеры обозначений
а) Шпилька М16-6g×120.58 ГОСТ 22032-76,
где М – метрическая резьба, 16 – номинальный диаметр резьбы с крупным шагом, 6g – поле допуска, 120 – длина шпильки L, 5,8 – выполнена из стали классом прочности 5,8, без покрытия.
б) Шпилька 2М16×1,5-8g×120. 109. 40Х. 016 ГОСТ 22032-76,
где 2 – изготовление шпильки с d1 ≈ d2, M – метрическая резьба, 16 – номинальный диаметр резьбы, 1,5 – мелкий шаг резьбы, 8g – поле допуска, 120 – длина шпильки, 109 – класс прочности, 40Х – марка стали, 016 – вид покрытия (цинковое, хроматированное), толщины 6 мкм.
Гайки
Гайка представляет собой изделие с резьбовым отверстием для навинчивания на болт, винт, шпильку или другую любую деталь, имеющую аналогичную резьбу.
Основным типом являются шестигранные гайки нормальной высоты (рис.8).


Рис. 8 Гайка и ее изображение на чертеже
Шестигранные гайки, выпускаются в одном, в двух и трёх исполнениях (рис. 9); повышенной, нормальной и грубой точности (классов точности А,В и С); нормальной высоты; низкие, высокие и особо высокие (рис. 10); с нормальным или уменьшенным размером “под ключ”; с крупным или мелким шагом.

Рис. 9 Гайка и её виды исполнений

Рис. 10 Разновидности гаек по высоте
Низкие гайки используют как контргайки для предотвращения самоотвинчивания. Высокие гайки служат для предотвращения износа резьбы при частом отвинчивании. Глухие гайки применяют в тех случаях, когда требуется изолировать конец стержня (ГОСТ 11860-85). Квадратные гайки применяют в конструкциях, в которых нельзя использовать шестигранные или круглые гайки, например в клеммной колодке, эти разновидности гаек определены соответствующим стандартом.
Размеры гаек установлены соответствующими стандартами. Ниже в табл. 3 даны выборочно размеры гаек по ГОСТ 5915 – 70.
Таблица 3. Основные размеры шестигранных гаек нормальной высоты, мм
| Наименова-ние размера
| Номинальный диаметр резьбы d | |||||||||||
| 6 | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) | 24 | (27) | 30 | |
| Шаг резьбы: Крупный Мелкий | 1 -- | 1,25 1 | 1,5 1,25 | 1,75 1,25 | 2 1,5 | 2 1,5 | 2,5 1,5 | 2,5 1,5 | 2,5 1,5 | 3 2 | 3 2 | 3,5 2 |
| Размер «под ключ» (номиналь-ный) S | 10 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 | 41 | 46 |
| Диаметр описанной окружности D, не менее | 10,9 | 14,2 | 18,7 | 20,9 | 24,3 | 26,5 | 29,9 | 33,3 | 35 | 39,6 | 45,2 | 51 |
| Высота (номиналь-ная) Н | 5 | 6,5 | 8 | 10 | 11 | 13 | 15 | 16 | 18 | 19 | 22 | 24 |
| П р и м е ч а н и е. Размеры гаек заключены в скобки, применять не рекомендуется. | ||||||||||||
Примеры обозначений
Гайка 2М12×1,25-6Н.12.40Х.016 ГОСТ 5915-70,
где 2- исполнение (рис. 5.13), М – метрическая резьба, 12 – номинальный диаметр резьбы, 1,25- мелкий шаг, 6Н- поле допуска, 12- класс прочности, 40Х – марка стали, 016- вид покрытия (цинковое, хроматированное), толщиной 6 мкм. Гайка нормальной точности класса В, нормальной высоты (0,8d) - это определяет номер стандарта.
Шайбы
Шайбой называют изделие, представляющее собой цельную или разрезанную пластину с круглым отверстием, которое подкладывают под гайку или головку болта (винта) для предохранения поверхности детали от смятия и задиров, для равномерного распределения усилия на соединяемые детали, а также для предотвращения самоотвинчивания крепёжных деталей.
Стандартные шайбы по величине делятся на три вида: нормальные, увеличенные и уменьшенные. По назначению и форме шайбы делятся на следующие типы: обычные (круглые), пружинные, стопорные и косые.
Круглые шайбы бывают двух исполнений: исполнения 1 – без фаски (рис. 11, а) и исполнения 2 – с конической фаской (рис. 11, б).
Диаметр отверстия в шайбе должен быть немного больше диаметра стержня крепёжной детали, но в условном обозначении шайбы указывается диаметр крепёжной детали (болта, шпильки и т. д.).

Рис. 11. Круглые шайбы
В табл. 4 приведены основные размеры некоторых обычных (круглых) шайб.
Таблица 4. Основные размеры обычных шайб, мм
| Диаметр резьбы d крепежной детали | D1 | d2 | S | e |
| 5 | 5,3 | 10 | 1 | 0,25…0,50 |
| 8 | 8,4 | 17 | 1,6 | 0,40…0,80 |
| 10 | 10,5 | 21 | 2 | 0,50…1,00 |
| 12 | 13 | 24 | 2,5 | 0,60…1,25 |
| 14 | 15 | 28 | 2,5 | 0,60…1,25 |
| 18 | 19 | 34 | 3 | 0,75…1,50 |
| 20 | 21 | 37 | 3 | 0,75…1,50 |
| 22 | 23 | 39 | 3 | 0,75…1,50 |
| 24 | 25 | 44 | 4 | 1,00…2,00 |
| 30 | 31 | 56 | 4 | 1,00…2,00 |
| 36 | 37 | 66 | 5 | 1,25…2,50 |
| 42 | 43 | 78 | 7 | 1,75…3,5 |
Примеры обозначений
а) Шайба А 12.01.08 кп.016 ГОСТ 11371-78,
где исполнение 1 (не указывают), класс точности – А, для крепёжной детали с диаметром резьбы 12 мм, с толщиной, установленной стандартом, 01 - группа материала, из стали марки 08кп (указывают для групп 01, 02, 11, 32, так как каждая из них содержит по две марки стали), 016 – вид покрытия (цинковое, хроматированное) и толщина покрытия 6мкм.
б) Шайба 64.02. Ст3. 016 ГОСТ 11872-89,
где 64- диаметр резьбы круглой шлицевой гайки, 02 - группа материала, из стали марки Ст3, 016 - вид и толщина покрытия.
в) Шайба 5.03.016 ГОСТ 11648-75,
где 5- диаметр отверстия, согласованный с диаметром d1 проточки на валу, 03 - группа материала, 016 - вид и толщина покрытия.
Винты
Винты ввинчиваются в отверстия с резьбой (в гнездо) одной из соединяемых деталей. Винты подразделяют на крепежные и установочные (нажимные, регулирующие и др.).
Наибольшее применение в технике получили винты крепежные с цилиндрической головкой, используемые в соединениях всех видов: с шайбой или без нее, с утопленными или неутопленными головками (ГОСТ 1491-80), (рис. 12).
Размеры винта берутся из соответствующих стандартов, а l рассчитывается в зависимости от толщины притягиваемой винтом детали, а затем выбирают ближайшее значение l из таблиц ГОСТа.

Рис. 12. Винт с цилиндрической головкой
Не меньшее применение находят винты с потайной головкой (ГОСТ 17475-80), приведенные на рис. 13.

Рис. 13 Винт с потайной головкой
У винтов с потайной головкой размер l включает высоту головки винта H. Аналогично l рассчитывают и у винта с полупотайной головкой (ГОСТ 17474-80), изображенного на рис. 14. Винты с потайной головкой или полупотайной головкой применяют в тех случаях, когда толщина привертываемой детали позволяет утопить головку винта и когда по конструктивным соображениям необходимо, чтобы головки винта не выступали над поверхностью привертываемой детали. В тех случаях, когда толщина привертываемой детали недостаточна (меньше 0,6d) и утопить головку нельзя, вместо винтов с потайными и полупотайными головками используют винты с полукруглыми головками (ГОСТ 17473-80), показанный на рис. 15.

Рис. 14 Винт с полупотайной головкой

Рис. 15 Винт с полукруглой головкой
Размеры винтов установлены соответствующими стандартами. Ниже в табл. 5 даны выборочно размеры винтов по ГОСТ 1491-80, ГОСТ 17473-80, ГОСТ 17475-80.
Примеры обозначений
а) Винт В2. М8×1–8×50. 48. 016. ГОСТ 17475-80,
где В – класс точности, 2 – хроматированное исполнение, М – метрическая резьба, 8 – номинальный диаметр, 1 – мелкий шаг, 8g – поле допуска, 50 – длина винта L, класс прочности 4. 8, 016 – вид покрытия (цинковое, хроматированное), толщиной 6 мкм.
б) Винт А. М8–6g×50. 48 ГОСТ 1491-80,
где А – класс точности, 1 исполнение (не указывают), М – метрическая резьба с крупным шагом (не указывают шаг), 6g – поле допуска, 50 – длина L, 4. 8 – класс прочности, без покрытия.
Таблица 5. Основные размеры винтов, мм

Резьбовые соединения
Резьбовые соединения изображают конструктивно, упрощенно или условно в зависимости от назначения чертежа. Если при изображении изделия необходимо указать технологические особенности соединяемых частей, то используют конструктивное изображение крепёжных деталей и соединений. В случае, когда изображение изделия выполнено достаточно крупно и нет необходимости указывать технологические особенности соединяемых частей, крепёжные детали и соединения изображают упрощенно. На чертеже крепёжных деталей, диаметры которых равны 2 мм и менее, все соединения следует изображать условно.
При вычерчивании резьбовых соединений необходимо учитывать следующее:
а) на главном изображении головку болта и гайку принято показывать тремя
гранями;
б) по ГОСТ 2.305-68 болты, винты и шпильки в продольном разрезе изображают не рассечёнными. На сборочных чертежах не рассечёнными, как правило, изображают также гайки и шайбы;
в) смежные детали штрихуют с наклоном в разные стороны. Наклон штриховки для одной и той же должен быть в одну и ту же сторону на всех изображениях;
г) на упрощенном изображении резьбового соединения не показывают фаски, зазор между стержнем и отверстием, резьбу изображают по всей длине независимо от её действительной длины;
 д) шлиц в головке под отвертку у винтов изображают на видах спереди и слева перпендикулярно к фронтальной и профильной плоскостям проекций, а на виде сверху - условно под углом 45°.
д) шлиц в головке под отвертку у винтов изображают на видах спереди и слева перпендикулярно к фронтальной и профильной плоскостям проекций, а на виде сверху - условно под углом 45°.
Болтовое соединение состоит из болта, гайки, шайбы и скрепляемых деталей (рис. 16). Размеры деталей упрощенного изображения соединения берутся в зависимости от диаметра резьбы болта - d.
Рис. 16 Упрощенное изображение болтового соединения
Винтовое соединение
 Винтовое соединение состоит из самого винта и двух соединяемых деталей. В одной из них просверлено глухое отверстие с резьбой. Винт свободно проходит сквозь отверстие присоединяемой детали и ввинчивается в глухое резьбовое отверстие другой детали, причем коническая головка винта не должна выступать над поверхностью детали (рис. 17). Размеры деталей упрощенного изображения соединения берутся в зависимости от диаметра резьбы винта - d.
Винтовое соединение состоит из самого винта и двух соединяемых деталей. В одной из них просверлено глухое отверстие с резьбой. Винт свободно проходит сквозь отверстие присоединяемой детали и ввинчивается в глухое резьбовое отверстие другой детали, причем коническая головка винта не должна выступать над поверхностью детали (рис. 17). Размеры деталей упрощенного изображения соединения берутся в зависимости от диаметра резьбы винта - d.
Длина ввинчиваемого (посадочного) конца винтов – L1 зависит от материала деталей, имеющих резьбовое отверстие, и выбирается как у шпильки (табл. 2).
Рис. 17 Упрощенное изображение винтового соединения
 Шпилечное соединение
Шпилечное соединение
Шпилечное соединение состоит из шпильки, гайки и шайбы. В одной из соединяемых деталей просверливают глухое отверстие. В этом отверстии нарезают резьбу - d. Шпильку резьбовым посадочным концом – L1 завинчивают в отверстие. Затем в подсоединяемой детали просверливают отверстие диаметром (1,05 -1,1)d и надевают её на шпильку. После этого на шпильку надевают шайбу и навинчивают гайку (рис. 18). Размеры деталей упрощенного изображения соединения берутся в зависимости от диаметра резьбы шпильки - d.
Длина ввинчиваемого (посадочного) конца шпилек – L1 выбирается из таблицы 2 в зависимости от области их применения.
Рис. 18 Упрощенное изображение шпилечного соединения








