 2015-01-07
2015-01-07 1029
1029Производственная партия деталей.
N – программа изделий на год
n – число одноименных деталей в изделии (Не взаимозаменяемых)
t – запас деталей в днях на складе
t= 2-3 дня для крупных деталей (корзина, валы, ступица)
t= 5 дней для средних деталей (шатун, гильза)
t= 10-15 дней для мелких деталей в таре.
Ф = 253 дн.
2. 
Тшт – штучное время (мин)
Тп-з – подготовительно заключительное время (мин)
Тщ-к – штучно-калькуляционное время
Токарь
Основное время для токаря
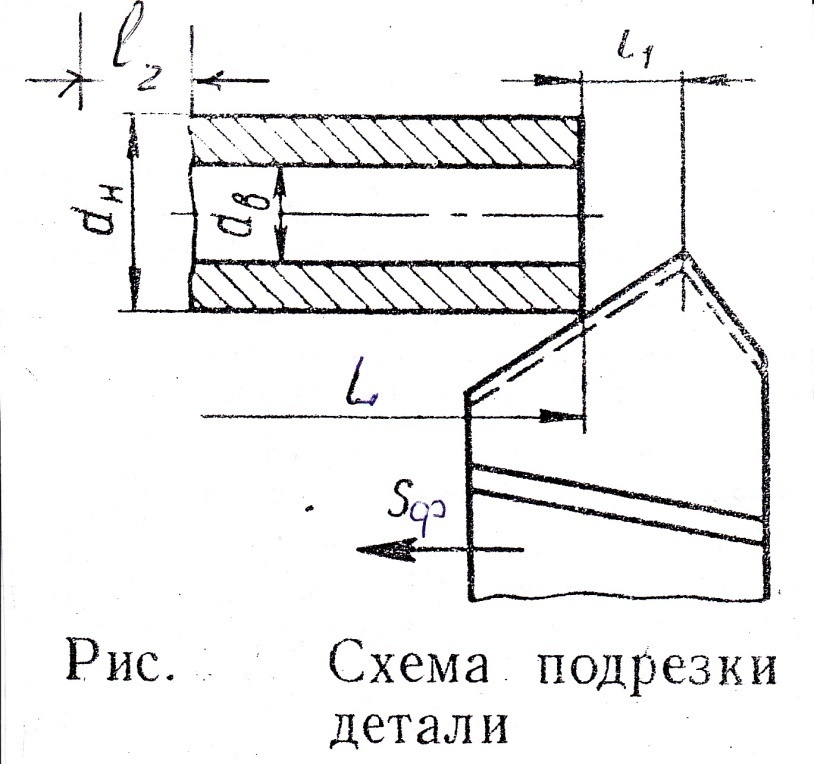
L – расчетная длина обработки
i – число проходов (=1)
nф – частота вращения шпинделя(об/min)
Sф – подача инструмента (мм/об)
Расчет режимов обработки
dmax = 40
dшлиф = 36
l = 30,0 мм.
1) Длина обработки:
L=l+y=30+3.5=33.5
l = 30 - длина резьбы шейки (мм)
у = 3,5 – длина врезания и перебега резца
2) Число проходов 
h = припуск на обработку = 2мм.
t = глубина резания = 2 мм.
3) Подача резца Sф
Число оборотов шпинделя (nФ)

NТ=1250
Расчет норм времени (по 3 операциям)
Тщ-к – штучно-калькуляционное время
То – основное время
Тв – вспомогательное время
Тдоп дополнительное время
K – процент доп. времени (табл. Стр. 133)
Тп.з. – подготовительно-заключительное врямя (табл)
П – производственная партия (шт)








