 2015-03-22
2015-03-22 2603
2603Процессы гидроочистки нефтепродуктов получили развитие в связи с увеличением доли сернистых нефтей в нефтепереработке и повышением требований к качеству топлив, масел, а также сырья для каталитических процессов (каталитического крекинга, риформинга) и процессов гидроочистки.
Гидроочистка – это удаление из нефтепродуктов гетероатомов (О, N, S) и металлов, а также недеструктивное гидрирование непредельных и ароматических углеводородов.
В качестве катализаторов при гидроочистке применяют вещества, устойчивые к отравляющему действию серы. Это оксиды и сульфиды металлов переменной валентности – никеля, кобальта, молибдена, вольфрама. Металлические катализаторы Ni, Pt, Pd, несмотря на их высокую каталитическую активность, не используют при гидроочистке, так как они быстро отравляются. Кроме того, катализаторы гидроочистки не должны обладать высокой кислотной активностью, чтобы исключить процессы крекинга. Обычно процессы гидроочистки протекают при температурах 300…420 °С и давлении водорода 2 – 7 МПа.
В процессе гидроочистки алкены гидрируются до алканов
R–CH=CH2 + Н2 D R–CH2–CH3
Легче гидрируются олефины с концевой двойной связью, труднее – олефины с центральным расположением двойной связи, особенно если двойная связь экранирована объемными углеводородными группами. цис -Изомеры олефинов гидрируются легче, чем транс- изомеры.
Полное гидрирование диенов до алканов происходит практически в тех же условиях, что и гидрирование олефинов, однако при этом требуется больше времени. Гидрирование протекает ступенчато: диен ® олефин ® алкан.
+ Н2 + Н2
CH2=CH–CH=CH2 D CH2=CH–CH2–CH3 D CH3–CH2–CH2–CH3
В нефтеперерабатывающей промышленности полное гидрирование олефинов до алканов осуществляют с целью подготовки сырья для каталитического риформинга, если сырьем служат бензины термического или каталитического крекинга. Ароматические углеводороды гидрируются труднее, чем олефины и диены. Наиболее трудно гидрируется бензол, что объясняется равномерным распределением p-электронной плотности в молекуле.
Следует отметить, что сернистые соединения даже в виде примесей в ароматических углеводородах подавляют активность металлических катализаторов. Поэтому в промышленных условиях гидрирование ароматических углеводородов нефтепродуктов проводят на оксидах и сульфидах металлов.
присутствии оксидов Ni, Co, Mo, W гидрирование бензола и его гомологов протекает в жестких условиях: при температуре 350…450 °С, давлении водорода 10 – 25 МПа. Как правило, алкилбензолы гидрируются труднее бензола из-за пространственных затруднений при адсорбции на поверхности катализатора.
Нафталин гидрируется легче бензола: при давлении 1,2 – 1,5МПа, температуре 180…200 °С в присутствии катализатора – оксида никеля. Это объясняется неравномерным распределением p-электронной плотности в его молекуле. Скорость гидрирования нафталина и тетралина в несколько раз выше скорости гидрирования бензола в одинаковых условиях:
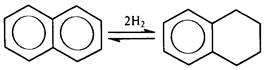
нафталин тетралин
Однако дальнейшее гидрирование тетралина в декалин протекает значительно труднее, чем гидрирование бензола:
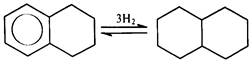
декалин
При гидрировании моноалкилнафталинов значительно легче гидрируется незамещенное ароматическое кольцо
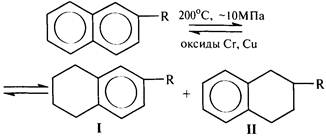
Соотношение углеводородов I и II в продуктах реакции 2 : 1.
Рассмотрим превращения гетероатомных соединений в процессе гидроочистки. Особенности превращения гетероатомных соединений в условиях гидроочистки, по сравнению с гидрокрекингом, объясняются тем, что катализаторы гидроочистки обладают значительно более слабыми кислотными свойствами, чем катализаторы гидрокрекинга. В процессе гидроочистки происходит разрыв связей C–S, C–N, С–О с насыщением осколков водородом. При этом практически не происходит разрыва простых С–С-связей, наиболее легко проходит гидрогенолиз связи Салиф–S, меркаптаны и сульфиды распадаются на алканы, сероводород:
RSH + H2 ® RH + H2S,
алкилмеркаптан
RSR' + 2Н2 ® RH + R'H + H2S
диалкилсульфид
Связь Cаром–S прочнее связи Cалиф–S, поэтому тиофенолы и ароматические сульфиды труднее подвергаются гидрогенолизу.
Гидрогенолиз тиофана и его производных происходит с такой же скоростью, что и гидрогенолиз алифатических сульфидов:

Скорость гидрогенолиза тиофена в несколько раз меньше скорости гидрогенолиза тиофана. Это объясняется повышенной прочностью связи С–S вследствие сопряжения неподеленных электронных пар атома серы и p-электронов двойных связей. Установлено, что на оксидных катализаторах гидроочистки
в обычных условиях гидрогенолиз тиофена протекает по схеме

В этих условиях образование тиофана не наблюдается.
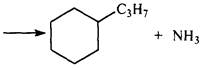
Дибензотиофен подвергается гидроочистке труднее тиофена, при этом образуются дифенил и циклогексилбензол:
|
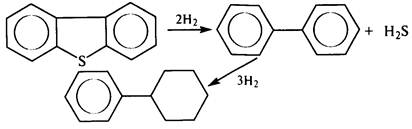
циклогексилбензол
Дисульфиды легко подвергаются гидрогенолизу с образованием алканов и сероводорода:
+Н2 +2Н2
R–S–S–R ® 2R–SH ® 2RH + 2H2S
Азот содержится в нефтепродуктах в основном в составе гетероциклических соединений – производных пиррола и пиридина. Гидрогенолиз связи C–N протекает труднее, чем гидрогенолиз связи C–S, поэтому в процессе гидроочистки азот удаляется значительно труднее, чем сера.
Гидрогенолиз производных пиррола осуществляется по схеме
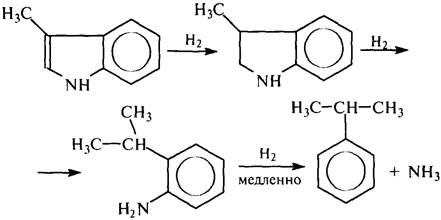
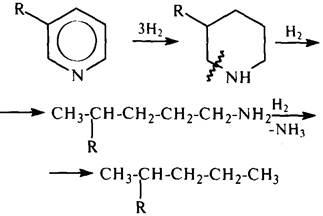
Труднее протекает этот процесс для производных пиридина, так как сопряженная электронная система в молекуле пиридина более устойчива, чем
в молекуле пиррола:
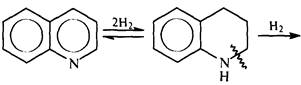
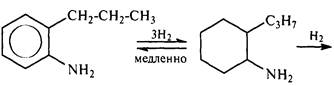
Если ядро пиридина конденсировано с бензольным ядром (например,
в молекуле хинолина), то вначале при гидроочистке гидрируется кольцо, содержащее азот, а затем бензольное кольцо:
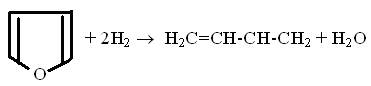
Кислородные соединения подвергаются гидрогенолизу по аналогичным схемам. Например, гидрогенолиз фурана при гидроочистке протекает по схеме
Основными промышленными процессами гидроочистки являются получение сырья для платформинга (каталитического крекинга в присутствии платинового катализатора), селективная гидроочистка бензинов, гидроочистка керосиновых фракций и газойлей.
Гидроочистка сырья для платформинга. Если сырьем для платформинга является прямогонный бензин, то целью гидроочистки является максимальное удаление серы, азота, а также микроколичеств мышьяка и свинца, так как соединения всех этих элементов являются ядами для катализаторов платформинга, причем мышьяк и свинец вызывают необратимое отравление катализаторов.
Гидроочистку обычно проводят в присутствии алюмо-кобальт-
молибденового катализатора (А12О3-СоО-МоО3) при 380…420 °С и давлении водорода 2,5 – 4,0 МПа.
Если к сырью платформинга добавляются бензины вторичного происхождения, то при гидроочистке происходит также полное гидрирование олефинов.
Селективная гидроочистка (облагораживание) бензинов термического
и каталитического крекинга проводится для удаления серы, азота, а также гидрирования диенов и некоторых олефинов (алкенилбензолов), которые снижают стабильность бензинов к окислению.
В присутствии алюмо-кобальт-молибденового катализатора селективную гидроочистку осуществляют при температуре 340…360 °С и давлении 1 – 2 МПа, в присутствии более активного сульфидного никель-вольфрамового катализатора – при температуре 300 °С и давлении 0,5 МПа.
Кроме гидрогенолиза гетероатомных соединений, гидрирования диенов и части олефинов, при селективной гидроочистке происходит изомеризация олефинов.
Гидроочистку керосиновых фракций проводят с целью получения реактивного топлива. Этот процесс осуществляют при температуре 300…400 °С и давлении 5-6 МПа в присутствии алюмо-кобальт-молибденового катализатора. При гидроочистке гидрогенолиз сернистых, азотистых, кислородных соединений и смолистых веществ и повышается термоокислительная стабильность топлив. Для снижения содержания ароматических углеводородов (алкилнафталинов) используют более активные сульфидные катализаторы, при этом происходит гидрирование ароматических колец.
Гидроочистку газойлей проводят для получения дизельных топлив. Для получения стабильного дизельного топлива с высоким цетановым числом необходимо гидрирование олефинов и основной части ароматических углеводородов при температуре до 400 °С и давлении до 10 МПа.
Гидроочистка сернистых вакуумных газойлей и другого тяжелого сырья для каталитического крекинга приводит к гидрированию полициклических ароматических углеводородов, металлоорганических, смолистых соединений
и способствует более длительной и эффективной работе катализаторов крекинга, увеличению выхода и повышению качества бензина. Процесс гидроочистки тяжелого сырья для каталитического крекинга проводят при температуре 350…400 °С, давлении 5-6 МПа в присутствии алюмо-кобальт- или алюмо-никель-молибденового катализатора.
Гидроочистка является заключительным этапом производства высококачественных смазочных масел. Ее проводят при температуре 250…375 °С, давлении водорода 2 – 5 МПа в присутствии алюмо-кобальт-молибденового катализатора. В этих сравнительно мягких условиях проходит
в основном гидрогенолиз кислородных, сернистых и азотистых соединений и разрушение смолистых веществ, гидрирование ароматических углеводородов не происходит. В результате такой гидроочистки повышается стабильность масел к окислению, снижается кислотное число, содержание азота, серы и кислорода.
1.2.3. Каталитический риформинг
Каталитический риформинг – процесс превращения низкооктановых бензинов с целью повышения их октанового числа или получения ароматических углеводородов из нефти для дальнейшей их химической переработки.
Для получения высокооктанового бензина в качестве сырья применяют нефтяную фракцию в интервале температур 80…180 °С. В результате каталитического риформинга получают бензин с октановым числом 80 – 85. Для получения ароматических углеводородов используют узкие фракции нефти, кипящие при 60…85 °С – для получения бензола, при 85…110 °С – толуола, при 110…140 °С – ксилолов.
Каталитический риформинг подразделяют на следующие процессы:
1. Гидроформинг – процессы, протекающие при температуре 480…540 °С, давлении водорода 1-2 МПа в присутствии катализаторов на основе оксидов молибдена, хрома, кобальта.
2. Платформинг – процессы, протекающие при температуре 470…540 °С, давлении водорода 2,5 – 5 МПа с применением катализаторов, содержащих платину (обычно 0,3-0,6 % масс.), нанесенную на оксид алюминия, который активирован НС1 или HF с целью повышения его кислотной активности. Кроме оксида алюминия, в качестве носителей применяют аморфные алюмосиликаты
и цеолиты.
В последнее время получили распространение более эффективные платино-рениевые катализаторы, с помощью которых удается снизить давление водорода до 1,0 – 1,5 МПа, увеличить выход и повысить качество бензина. Рений препятствует рекристаллизации (укрупнению частиц) платины на поверхности носителя, благодаря чему большое количество активных платиновых центров сохраняется длительное время.
Гидроформинг – один из первых процессов каталитического риформинга. В настоящее время он потерял свое значение вследствие малой активности оксидных катализаторов по сравнению с платиновыми и уступил место платформингу. Катализаторы платформинга (особенно платино-рениевые) работают непрерывно, их реактивацию проводят через 1-2 года. Это объясняется тем, что в присутствии платины под давлением водорода происходит гидрирование ненасыщенных углеводородов, что препятствует их уплотнению и образованию кокса, снижающего активность катализатора. Реактивацию катализатора осуществляют, пропуская через него воздух, разбавленный дымовыми газами (содержание в них кислорода около 2 %), при температуре 300…450 °С и давлении 1-2 МПа, а также обработкой водородом. Общая продолжительность работы катализатора в этих условиях составляет несколько лет.
Значительное влияние на длительность работы катализаторов платформинга оказывают азотистые и сернистые соединения, а также примеси мышьяка и свинца в исходном сырье. Азотистые соединения подавляют активность кислотных центров катализатора, сернистые соединения вызывают обратимое отравление платины, активность которой восстанавливается после реактивации. Мышьяк и свинец необратимо отравляют платину. Поэтому в сырье платформинга должно быть не более 0,002 % серы, 0,510 % азота, должны полностью отсутствовать мышьяк и свинец,.что достигается благодаря предварительной гидроочистке сырья.
Катализаторы платформинга являются бифункциональными, так как содержат два типа активных центров: кислотные активные центры носителя (в дальнейшем будем условно обозначать Н+) и металлические активные центры (атомы платины). На этих активных центрах в процессе платформинга углеводороды нефтяной фракции подвергаются глубоким превращениям. В процессе платформинга в основном происходит превращение алканов и нафтенов, в результате чего повышается содержание ароматических углеводородов и изоалканов, что, соответственно, приводит к повышению октанового числа продукта платформинга.
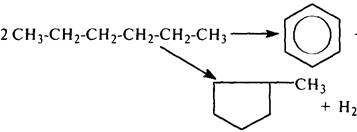
В процессе платформинга алканыподвергаются дегидроциклизации
на платиновых активных центрах с образованием ароматических углеводородов и алкилциклопентанов:
На кислотных центрах катализатора проходит изомеризация алканов
 R–CH2–CH2–CH3 D R–CH–CH3;
R–CH2–CH2–CH3 D R–CH–CH3;
СН3
на платиновых центрах – гидрогенолиз
 Pt
Pt
R–CH2–R' + H2 ® R–CH3 + R'H
Нафтены подвергаются дегидрированию на платиновых центрах с образованием ароматических углеводородов. Алкилциклопентаныпо реакции дегидроизомеризации превращаются в ароматические углеводороды

Ароматические углеводородыподвергаются изомеризации на кислотных центрах катализатора.








