 2015-04-01
2015-04-01 6219
6219Огранённым называется камень с плоскими полированными поверхностями – гранями. Степень блеска и игра зависят от оптических свойств самого камня и взаимного расположения граней. Если не будут учтены оптические свойства материала, то огранка превратит сырьё в тусклый и безжизненный камень.
Блеск поверхности бриллианта по своему характеру резко отличается от блеска других ювелирных камней. Если в плоскости грани бриллианта наблюдать отражение электрической лампочки, то оно кажется практически неискажённым. Её же отражение в рубине, сапфире, аквамарине имеет искажение. Если правильно огранённый бриллиант держать площадкой против окна или другого источника света, то свет через бриллиант не проходит, и он кажется тёмным. А предмет (пальцы или пинцет, которыми держат камень за низ), находящийся за камнем, не виден через площадку бриллианта.
Технология огранки алмазов в бриллианты и огранка других камней несколько отличаются друг от друга. При обработке алмазов массой 0,56 кар выход годного сырья составляет 38%. Выход годного сырья при огранке синтетического корунда составляет примерно 17%.
Огранка круглых бриллиантов производится в следующей основной последовательности:
1) просмотр заготовки перед обработкой;
2) шлифование и полирование площадки;
3) огранка нижней части бриллианта:
а – шлифование и полирование основных и угловых граней низа;
б – шлифование и полирование парных клиньев низа;
4) огранка верхней части бриллианта:
а – шлифование и полирование основных и угловых граней верха;
б – шлифование и полирование верхних клиньев верха;
в – шлифование и полирование нижних парных клиньев верха;
5) контроль качества изготовления бриллианта.
После огранки бриллианты всех видов и форм тщательно промывают. Для этого вначале их кипятят в концентрированной серной кислоте, добавляя незначительное количество селитры, а затем – в дистиллированной воде. Далее пятикратно отмывают в дистиллированной воде, после этого промывают спиртом и просушивают.
Для шлифования и полирования плоских поверхностей бриллианта применяют ограночные станки. Их рабочим инструментом является чугунный диск, шаржированный алмазным порошком, или алмазный ограночный круг.
Используется станок модели ОАБ–4, либо для крупносерийного производства модернизированный станок К–527 на базе ОАБ–4. При выполнении процесса огранки применяются приспособления для шлифования площадки, нанесения линии рундиста (рундистомер), а также приспособление «малютка», предназначенное для огранки нижней и верхней частей бриллианта.
Огранку ювелирных и поделочных камней (кроме алмаза) производят на специализированных станках, оснащённых приспособлениями для получения качественной геометрии элементов камня. В отличие от заготовки под бриллиант, которую при огранке зажимают в специальных зажимных приспособлениях, камень перед огранкой специальной мастикой наклеивают на торец оправки. Состав мастики: 82% сургуча, 8% шеллака, 5% канифоли, 5% мела. Хвостовая часть оправки подходит к цанговым зажимам всех ограночных станков. На этой оправке камень проходит все этапы обработки. Вначале камень предварительно обрабатывают на станке типа «Люкс», если надо получить овальную форму, или на станке Московского ювелирного завода модели Г-45-00, если надо получить круглую или конусную форму. Также огранку, шлифовку и полировку производят на станках модели О126-А производства Арзнинского завода точных технических камней.
После изготовления камень вместе с державкой помещают в камеру с температурой 35–38°С, при которой он отделяется от мастики на державке. Процесс окончательной обработки камня заканчивается его промывкой в ультразвуковой установке.
Технологический процесс производства гранёных вставок из ювелирных и поделочных камней состоит из следующих основных операций:
1) сортировка и разметка сырья;
2) резка на заготовки;
3) наклейка заготовок;
4) предварительная обработка заготовок;
5) наклейка заготовок;
6) огранка граней низа;
7) полировка граней низа;
8) переклейка;
9) окончательная заточка по рундисту;
10) полировка рундиста;
11) огранка граней верха;
12) полировка граней верха;
13) отклейка и очистка;
14) контроль качества.
Перед резкой сырья на заготовки его рассортировывают на размерные группы по размерам кристаллов и внутренним дефектам. Затем каждая группа кристаллов размечается на заготовки с учётом их оптимальных размеров с целью наиболее рационального использования сырья при распиловке.
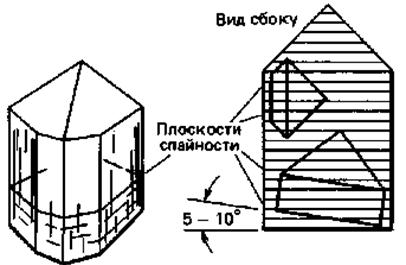
При изготовлении заготовок из камней с хорошей спайностью простейший способ избежать совпадения её плоскостей с любой гранью – это расположить плоскости спайности в камне вертикально или под углом 5°–10° к площадке (рис. 6.5).
Для резки камней применяют станки модели СРК–90 с алмазными отрезными кругами диаметром 90–160 мм на металлической связке с частотой вращения 7–9 тысяч об/мин и водяным охлаждением. Марка и зернистость алмазного порошка назначаются в зависимости от твёрдости и хрупкости разрезаемого кристалла. Для резки корунда, граната используют алмазный порошок марки А или АСК зернистостью 125/100, а для кварца – зернистостью 200/160. Диаметр отрезного круга должен выступать из прорези столешницы на полную толщину разрезаемого кристалла.
а б
Рис. 6.5. Расположение заготовок, позволяющее избежать
совмещения любых граней с плоскостью спайности:
а – типичный кристалл топаза; б – вид кристалла сбоку
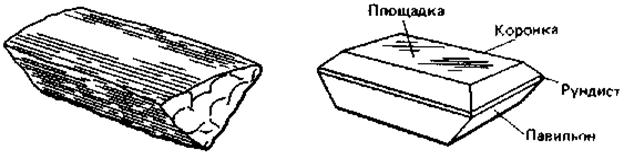
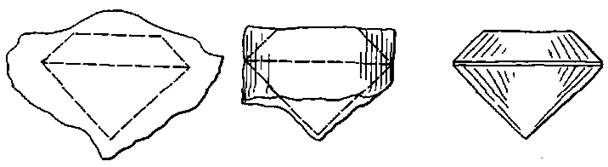
Процесс предварительной обработки камня заключается в черновом съёме материала и получении заготовок определённой формы и размеров (рис. 6.6 и 6.7).
А б
Рис. 6.6. Заготовка под камень ступенчатой огранки:
а – необработанный кристалл;
б – заготовка, ободранная до необходимой формы
а б в
Рис. 6.7. Заготовка под камень бриллиантовой огранки:
а – необработанный кристалл; б – предварительная обдирка;
в – заготовка, ободранная до необходимой формы
В зависимости от формы и размеров гранёных вставок предварительная обработка заготовок ведётся на различном оборудовании.
Для обработки заготовок круглой формы используют станки моделей ЗК–80 и ЭМ–917. Обработка заготовок на них осуществляется алмазными валиками, собранными из кругов наружным диаметром 80 или 100 мм на металлической связке. Частота вращения алмазного диска 1500–2000 об/мин, заготовки – 5–10 об/мин. Охлаждение водоэмульсионное.
Для обработки заготовок овальной формы используют станки моделей ПА–1, ЭМ–917 и другие, которые позволяют обрабатывать заготовки как по копиру (овальной, круглой, кабошонированной и других форм по рундисту), так и конусу. Обработка ведётся алмазными кругами или валиками. Частота вращения инструмента 2000–3000 об/мин, заготовки – 5–20 мин, охлаждение водоэмульсионное. Для равномерного износа алмазоносного слоя инструмент совершает возвратно-поступательное движение.
Для обработки заготовок малых диаметров (2–5 мм) наиболее производительным является групповой способ. Для этого применяются станки модели СОЖ с использованием чугунных и резиновых кругов и с подачей абразивной суспензии. В зависимости от диаметра обрабатываемых заготовок в станок загружается от 200 до 1000 камней. Камни, перекатываясь между чугунными и резиновыми кругами, при помощи абразивной суспензии из карбида кремния обтачиваются и приобретают форму шара. Частота вращения чугунного круга 200–600 об/мин, резинового круга – 300 об/мин.
Предварительно обработанные заготовки отклеиваются от оправок и очищаются от мастики и других загрязнений кипячением в 15%-ном растворе тринатрийфосфата.
Перед огранкой коронки предварительно обработанные заготовки подвергают чистовой заточке по рундисту, затем их снова приклеивают специальной мастикой на оправку.
Процесс огранки заключается в нанесении на заготовку определённого количества разнообразных по форме граней, расположенных под заданным углом к плоскости сечения по рундисту.
Огранка производится на станках модели ГП-2 или О126-А при помощи квадранта с делительной головкой. Оправку с наклеенной заготовкой закрепляют в делительной головке квадранта. На поверхности коронки под требуемым углом наклона к плоскости алмазного круга наносится ряд симметрично расположенных граней. Они равны по ширине у рундиста и одинаковы по высоте. Для огранки применяется алмазный круг диаметром 140 мм на металлической связке М1 с алмазным зерном АСМ 60/40 50%-ной концентрации. Частота вращения алмазного круга 3000 об/мин, охлаждение водяное.
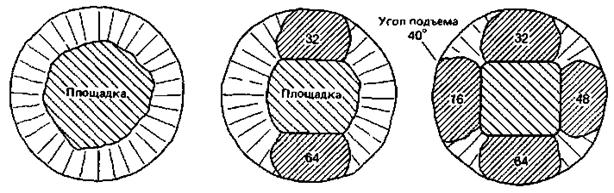
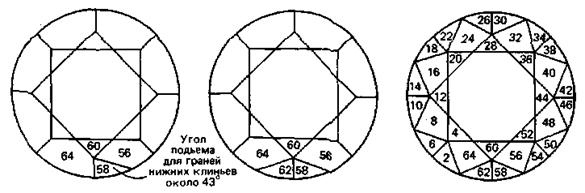
Последовательность формирования коронки при бриллиантовой огранке показана на рис. 6.8. Цифры соответствуют вырезам делительного кольца ограночного станка.
Полировка граней коронки аналогична огранке и производится в такой же последовательности на станках модели ГП-2. Полировка – отделочная операция осуществляется алмазным кругом диаметром 140 мм на металлической связке М1 с алмазным зерном АСМ 7/5 50%-ной концентрации. Частота вращения 3000 об/мин. Охлаждающая жидкость – растительное масло.

а б в
г д е
ж з и
Рис. 7.8. Формирование коронки при бриллиантовой огранке:
а – огранка площадки; б – огранка двух противоположных основных граней;
в – огранка двух пар противоположных граней, в результате чего грань
площадки принимает форму квадрата; г – огранка восьми основных граней;
д – огранка одной грани верхних клиньев; е – огранка всех граней верхних клиньев; ж – огранка одной грани нижних клиньев;
з – огранка двух граней нижних клиньев; и – законченная коронка
Для придания зеркального блеска поверхности граней окончательно полируются на щёточно-полировальном станке модели К-102 при помощи алмазной пасты АСМ 5/3 ВОМ (смываемая водой и органическими растворителями, мазеобразная) 10%-ной концентрации, нанесённой на ворс щётки.
Для огранки павильона заготовка с отполированной коронкой тщательно обезжиривается, а затем переклеивается на эту же оправку павильоном наружу. Последовательность выполнения операций при огранке и полировке павильона та же, что и при огранке коронки.
Гранёные вставки с отполированными павильонами отклеиваются от оправок, очищаются от мастики в ультразвуковой ванне смесью растворов 30%-ного едкого натра и спирта.
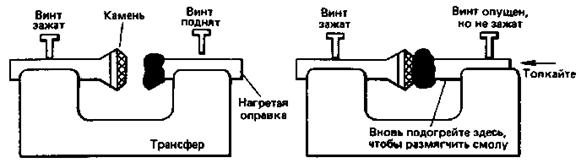
Переклейка заготовок для последующей обработки производится в трансфере (рис. 6.9) – устройстве, позволяющем точно соблюдать центровку заготовки (оправка перпендикулярна плоскости рундиста).
а б
в г
д
Рис. 6.9. Переклейка камня с одной оправки на другую:
а – первый этап (старую оправку плотно зажимают, а новую, покрытую смолой, устанавливают на место);
б – второй этап (плотно прижимают оправки друг к другу);
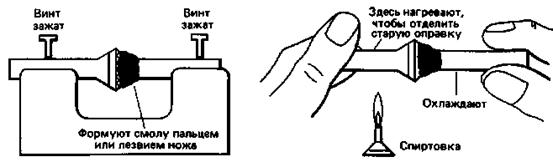
в – третий этап (формуют смолу для увеличения площади контакта её с камнем);
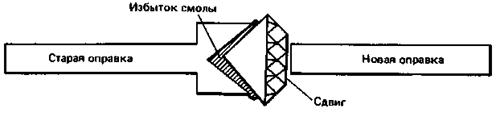
д – типичная ошибка (использование избыточного количества смолы при первой наклейке приводит к сдвигу камня в процессе огранки или при переклейке)
Полировка рундиста гранёных вставок, изготовляемых на станках модели ГП-2, производится вручную. Особое внимание надо уделять равномерной толщине рундиста.
Изготовление гранёных вставок возможно и на механизированных линиях с использованием станков с ЧПУ (ЭМ-919). Для доводки и полировки используется полуавтомат ДППА-2093 «Блеск».

