 2015-05-18
2015-05-18 819
819В ювелирной промышленности используется большое количество модельных составов, которые можно разделить на три группы: выг!Лав. ляемые, растворяемые и газифицируемые. Наибольшее применение находят выплавляемые составы на основе различных восков.
Типичным представителем растворяемых модельных составов ^вля-ется карбамид CO(NH:)2 (техническая мочевина — см. гл. 7).
Газифицируемые модели из пенополистирола (см. гл. 9) применяются довольно редко.
В отечественной практике широко используются модельные сост-авы в которые входят парафин (наполнитель), шеллачный воск или цере3ин 100 (упрочнитель), сополимер этилена с винилацетатом (пластифика. тор), краситель быстрорастворимый антроксиноновый (табл. 8.3 и 8 4)
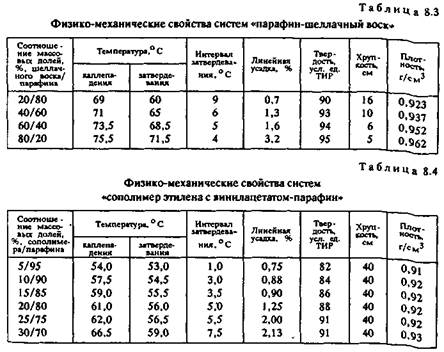
Лучшим наполнителем считается нефтяной высокоочищенный Микрокристаллический парафин марки А. Шеллачный воск — побочный продукт производства спиртовых растворов шеллака. Он обладает следующими характеристиками:
Температура каплепадения, °С............... 74—80
Линейная усадка, %...................... 2,2—2,4
Плотность, г/см3........................ 0,97—0,98
Зольность, %.......................... 0,12
Модельный состав Бронницкого завода, включающий 65 % пищевого парафина, 20% шеллачного воска и 15% сополимера, имеет такие характеристики:
Температуракаплепадения, "С...................
Температура затвердевания, ° С...................
Твердость, усл.ед. ТИР........................ 96
Линейная усадка, %.......................... 2
Зольность, %.............................. 0,2
Для изготовления несложных ювелирных изделий используют модельные составы, применяемые в машиностроении при точном литье. В частности, парафино-стеариновые составы (ПС 50-50, ПС 70-30) обеспечивают низкую шероховатость поверхности моделей, но обладают низкой прочностью при 30—35 ° С.








