 2015-05-20
2015-05-20 1886
1886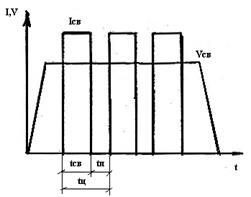
Рисунок 2.5 – Циклограмма шовной сварки
2.2.2 Выбор контактной шовной машины
Машина для шовной сварки состоит из привода сжатия электродов, сварочного трансформатора, станины, привода вращения ролика, токопровода, консолей (нижней и верхней), электродов (роликов), системы управления и охлаждения. Некоторые машины комплектуют отдельными шкафами управления (прерывателями). Шовная машина отличается от точечной устройством электродной части (вращающиеся электроды-ролики) и наличием привода вращения роликов.
Привод вращения ролика состоит из электродвигателя, червячных редукторов, карданных валов, пар конических шестерен, цилиндрических шестерен, ролика. В зависимости от назначения и конструкции машины приводным выполняют верхний или нижний, а также оба ролика.
В некоторых машинах вращение от карданных валов передается непосредственно на ролики стальными шарошками. Шарошка имеет насечку, которая кроме привода роликов служит также для зачистки и формирования их рабочей части. Привод с шарошками при условии их равных диаметров охраняет постоянную линейную скорость перемещения деталей в зависимости от диаметра и износа роликов.
Для регулирования цикла сварки современные однофазные шовные машины комплектуют синхронными прерывателями типа ПСЛ.
Машины для шовной сварки подразделяют:
по назначению — универсальные и специализированные. Универсальные предназначены для сварки различных металлов с достаточным диапазоном толщин и разнотипных деталей, специализированные — для сварки деталей из металла сходных марок или деталей какого-либо одного типа, например обечаек малого диаметра, топливных баков автомобилей, шкафов холодильника;
по числу одновременно свариваемых швов — одношовные и многошовные, последние обычно относятся к специализированным;
по способу питания электрическим током — однофазные переменного тока промышленной частоты и с выпрямлением тока в сварочной цепи (последние обычно имеют большую мощность);
по характеру вращения роликов — с непрерывным и шаговым;
по расположению сварного шва относительно консолей — для поперечной и продольной сварки, универсальные (с перестановкой роликов или поворотной головкой), для выполнения кольцевых швов;
по установке — стационарные и передвижные;
по конструктивным и технологическим признакам: устройству приводов сжатия и вращения роликов (с одним и двумя приводными роликами), с неподвижной оправкой и одним роликом, двусторонним и односторонним подводом тока, наружным и внутренним охлаждением, непрерывным и прерывистым протеканием тока.
Универсальные машины серии МШП. Они предназначены:
МШП-100, МШП-150, МШП-200 —для сварки деталей из углеродистых и легированных сталей без покрытий. Унифицированы по основным характеристикам, в том числе и по габаритным размерам. Отличаются только массой и мощностью трансформаторов, а также типами комплектующих их прерывателей. Привод сжатия электродов— пневматический; привод вращения ролика — от асинхронного трехфазного двигателя через клиноременную передачу с плавным регулированием скорости, червячный редуктор, систему цилиндрических шестерен и карданный вал. Машины могут выполнять поперечные или продольные швы. В первых приводной ролик - нижний, во вторых — верхний. Управляют машиной с помощью трехходовой педальной кнопки. Для опробования работы машины без тока имеется выключатель, разрывающий цепь управления игнитронного прерывателя.
Универсальные машины тина МШ. Данные машины служат:
МШ-1001—для продольной и поперечной сварки деталей из низкоуглеродистой стали при непрерывном протекании сварочного тока. Ее можно переналаживать с поперечной сварки на продольную; МШ-1601, МШ-2001-1, МШ-3201. Они имеют прямолинейный ход верхнего электрода, пневматический привод сжатия, привод вращения ролика с муфтой скольжения, обеспечивающий плавное изменение скорости сварки. Их можно переналаживать с поперечной сварки на продольную;
МШ-3202 и МШ-3203 — для сварки деталей из низкоуглеродистых сталей поперечным и продольным швами;
МШ-3204-1—для сварки по отбортовке масляных баков и подобных изделий прочноплотными швами, в том числе из оцинкованной и освинцованной стали.
МШВ-1202— сильфонных и мембранных узлов из нержавеющих сталей и специальных сплавов;
МШВ-4002 — деталей из низкоуглеродистых сталей, легких сплавов, титана, нержавеющих и жаропрочных сталей;
МШВ-8001—крупногабаритных узлов (машина большой мощности);
Контрольные вопросы
1. Охарактеризуйте требования к подготовке поверхностей и сборке деталей для точечной и шовной сварки?
2. Какие циклы шовной сварки Вы знаете?
3. Что является причиной шунтирования тока при точечной и шовной сварке?
4. Устройство трансформатора машины МШМ - 25 – М.
5. Как работает механизм сжатия?
6. Как работает механизм вращения роликов?








