 2015-05-20
2015-05-20 3573
3573Исходными данными для расчёта шовной сварки являются:
-толщина свариваемого металла S;
-марка свариваемого металла.
Основными расчётными параметрами режима шовной сварки являются (рисунок 2.2):
-сила сварочного тока Iсв;
-усилие на электродах Fсв
-скорость сварки Vсв
-шаг точек Нт
-режим прерывания tсв, tп, tц
-размеры роликов, ƒр,Dp, Sр.
Принцип выбора электродного материала, размера и формы рабочей поверхности электрода такие же, как при точечной сварке. Диаметр ролика Dр рекомендуется выбирать конструктивно в пределах 100-400 мм. Ширина рабочей поверхности ролика ƒр вычисляется аналогично диаметру рабочей поверхности электрода dэ (формула 2.1). Толщина ролика Sp обычно в 2-3 раза больше ширины ƒр[ см].
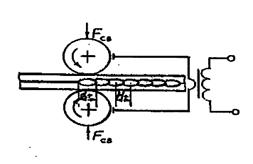
Рисунок 2.4 – Схема шовной сварки
Сила сварочного тока при шовной сварке может быть вычислена по формулам для точечной сварки (смотрите 2.3.1). К. А. Кочергиным предложена более простая формула:
ICB =170·ƒр·103 /  , (2.24)
, (2.24)
 - удельное электрическое сопротивление
- удельное электрическое сопротивление
Усилие на электродах Fcв можно определить по формуле 2.4, используя значения коэффициента давления из таблицы 2.2
Время сварки (время импульса) tсв определяется по формуле 2.3 причём коэффициент Кt следует брать из таблицы.2.1 ближе к нижним значениям. Время импульса следует округлять до 0,01с, т.е. чтобы оно было кратным одному полупериоду тока.
Время паузы при шовной сварке рассчитывается по формуле:
Tп=Кп∙tсв (2.25)
Коэффициент Кп выбирается по таблице 2.5. Большие значения принимаются для листов толщиной 2…4 мм.
Таблица 2.5 – Коэффициент времени паузы при шовной сварке
| Материал | Кп |
| Низкоуглеродистые стали | 1,1…1,5 |
| Нержавеющие стали | 1,2…2,0 |
| Алюминиевые сплавы | 1,2…2,3 |
| Титан и его сплавы | 1,4…1,7 |
| Латунь | 1,5…1,6 |
Шаг точек определяется в зависимости от толщины свариваемого металла S:
Нт=К∙S, (2.26)
где К – коэффициент пропорциональности, зависящий от марки свариваемого металла:
К=2,8 – 3,2 для низкоуглеродистой стали;
К=2,4 – 2,8 для нержавеющей стали;
К=2 – 2,4 для цветных металлов.
Время цикла при шовной сварке
tц=tсв+tп. (2.27)
Скорость шовной сварки зависит от шага точек и времени цикла:
Vсв=0,06Нr/tц, м/мин, (2.28)
где Нт – шаг точек, мм;
tц – время цикла сварки, с.
При шовной сварке из-за близкого расположения сварных точек всегда происходит шунтирование тока, которое компенсируется увеличением суммарного тока I2 во вторичном контуре машины:
I2=Iсв+Iш, (2.29)
где Iш – сила тока, щунтирующегося через соседнюю, ранее поставленную точку и определяется по формуле:
Iш = Iсв∙  , (2.30)
, (2.30)
где dr – диаметр единичной точки, вычисляемый по формуле 2.30
dt =  (2.31)
(2.31)
Gсм – cопротивление нагретого металла смятию.








