 2015-05-10
2015-05-10 916
916Лабораторная работа №6
Тема: Виды токарных резцов. Приспособление для точения
Цель: Ознакомиться с видами токарных резцов и приспособлений для точения
Разновидности резцов. Наиболее часто употребляемые при токарных работах стержневые резцы (см. рис 3) состоят из головки, принимающей непосредственное участие в резании, и стержня прямоугольного сечения, с помощью которого резец закрепляется в резцедержателе суппорта. По форме головки такие резцы делятся на прямые, отогнутые и оттянутые (рис 1); по направлению подачи - на правые и левые (рис 2);по назначению - на проходные, подрезные, отрезные и др.
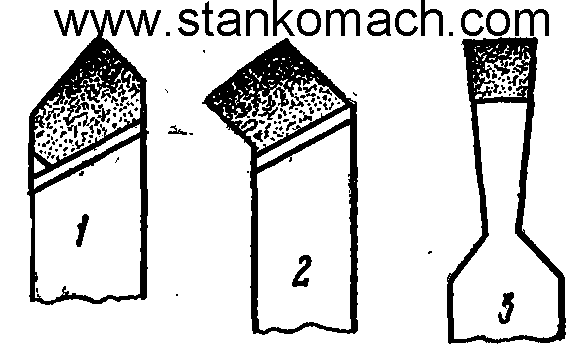 | 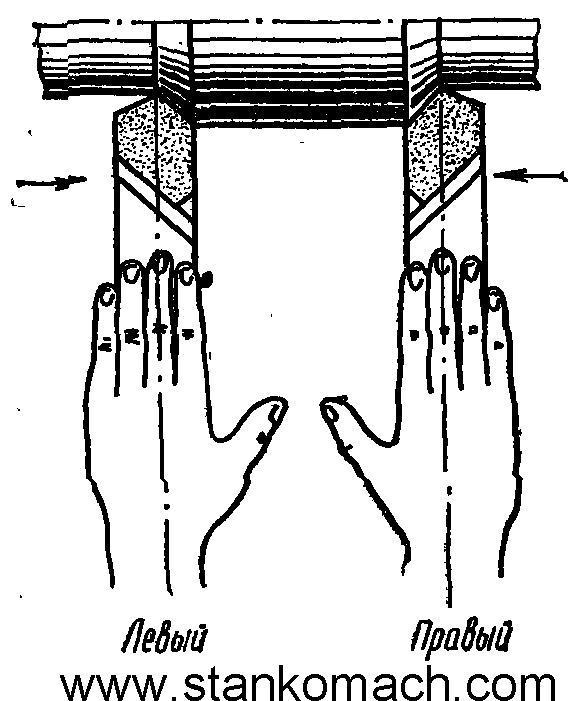 |
| Рис 1. Разновидности резцов по форме головки: 1-прямой; 2–отогнутый; 3-оттянутый | Рис 2. Разновидности резцов по направлению подачи |
Элементы резца. У резца различают переднюю и задние поверхности, режущие кромки, вершины (рис 3). По передней поверхности сходит стружка, задние обращены к обрабатываемой детали.
При пересечении передней и задних поверхностей образуются режущие кромки, которые в зависимости от степени участия в процессе резания бывают главными и вспомогательными. Режущая кромка, осуществляющая основную работу резания, называется главной. Остальные кромки, зачищающие поверхности детали, называются вспомогательными.
Резцы имеют обычно только одну переднюю поверхность и одну главную режущую кромку. Соответственно режущим кромкам определяются названия задних поверхностей: образующая главную режущую кромку называется главной, а образующие вспомогательные режущие кромки - вспомогательными.
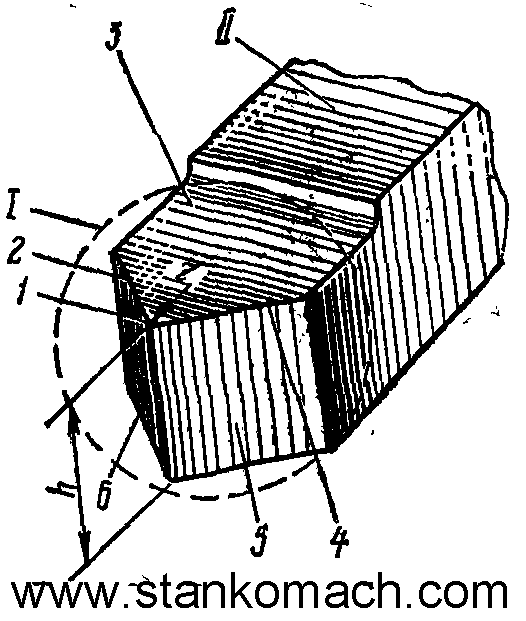
Рис 3. Стержневой резец: I-головка; II- стержень; 1-вершина; 2- вспомогательная режущая кромка; 3-передняя поверхность; 4-главная режущая кромка;5-главная задняя поверхность;6-вспомогательная задняя поверхность.
Вершиной называется точка пересечения режущих кромок. Острая вершина непрочна, поэтому ее округляют некоторым радиусом r.Расстояние h от вершины до основания резца (опорной поверхности) называется высотой резца.
Материалы резцов. Для изготовления резцов применяются специальные инструментальные материалы, обладающие высокими режущими свойствами. К ним относятся быстрорежущие стали и твердые сплавы.
Быстрорежущие стали после термообработки способны сохранять режущие свойства при температуре до 600 °С. Из них наиболее часто употребляется сталь марки Р6М5, у которой цифры обозначают средний процент содержания легирующего компонента (после буквы Р - вольфрама, после М - молибдена).
Твердые сплавы в виде небольших пластинок припаиваются или механически крепятся к стержням резцов, выдерживают температуру нагрева до 1000°С, имеют высокую твердость, не нуждаются в термообработке и допускают скорости резания в 4-5 раз выше быстрорежущих сталей. Наряду с этим твердые сплавы обладают повышенной хрупкостью и склонны к образованию трещин при резких изменениях температуры, что следует учитывать при их эксплуатации.
Наиболее часто при обработке чугуна и цветных металлов применяются вольфрамовые сплавы марки ВК8, а при обработке сталей - титановольфрамовые Т15К6. Их состав (кроме карбида вольфрама) обозначен буквами и цифрами, например: сплав Т15К6 состоит из 15% карбида титана, 6% кобальта (связки) и 79% карбида вольфрама.








