 2015-05-26
2015-05-26 5318
5318Подшипниковые щиты изготовляют либо чугунными литыми, либо сварными из стального проката. Для малых машин применяют щиты, изготовляет литьем под давлениём из алюминиевых сплавов. Для обеспечения минимальной деформации при закреплении щитов в приспособлениях металлообрабатывающих станков, а также уменьшения перекоса подшипников при сборке машин аксиальные размеры проектируемых щитов целесообразно сокращать, стремясь приблизить их форму к диску.
В защищенных машинах с исполнением по защите IР23 подшипниковые щиты при радиальной системе вентиляции одинаковые с обеих сторон машины; при аксиальной системе вентиляции щиты обычно не унифицируют из-за наличия с одной стороны машины внутреннего вентилятора (рис. 3-8). При радиальной вентиляции в торцовой части подшипниковых щитов располагают отверстия для входа охлаждающего воздуха; при аксиальной — отверстия для входа и выхода воздуха устраивают в нижней части щитов. Вентиляционные отверстия закрывают жалюзи.
При радиальной: вентиляции для повышения ее эффективности на внутренней части подшипниковых щитов крепят направляющие воздух щитки, выполняемые из листовой стали в виде воронок. Щитки располагают на расстоянии 5—7 мм от торцов лопаток ротора в аксиальном направлении.
Подшипниковые щиты закрытых машин с исполнением по защите IР44 и со способами охлаждения IС0141 и IС0041 — глухие. При выполнении таких щитов из алюминиевых сплавов у них предусматривают оребренные торцы, увеличивающие поверхность охлаждения машины. Щиты имеют цилиндрическую круговую заточку (замок) для посадки на заточку станины при сборке машины, для крепления к станине в щитах имеются ушки с отверстиями для болтов.
В центральной части щитов предусматривается втулка со сквозной проточкой для посадки подшипников качения, которые практически полностью вытеснили в машинах мощностью до 1000 кВт подшипники скольжения. Основными преимуществами подшипников качения являются упрощение обслуживания в эксплуатации, компактность и уменьшенные размеры подшипникового узла, малые потери на трение, незначительный износ, обеспечивающий постоянство воздушного зазора.
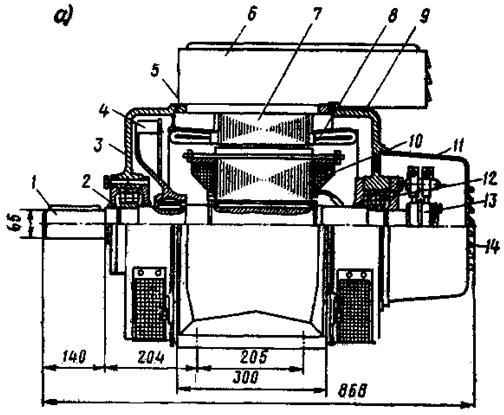
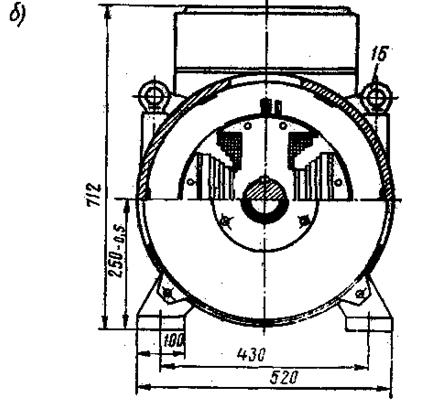
Рис. 3-8. Общий вид синхронного генератора с высотой оси вращения h =250 мм; степень защиты IР23; способ охлаждения IС01; 30 кВт; 230 В, 1500 об/мин:
а— продольный разрез; б — поперечный разрез; 1 — вал;2 — крышка подшипниковая наружная; 3— щит подшипниковый передний; 4 — вентилятор; 5 — корпус статора; 6— блок регулирования напряжения: 7 — сердечник статора; 8 — обмотка статора; 9 — щит подшипниковый задний; 10 — обмотка возбуждения полюсов; 11 — колпак 12— крышка подшипниковая внутренняя; 13— узел контактных колец; 14 — жалюзи; 15 — рым-болт
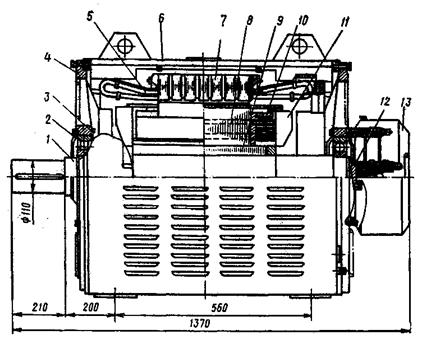
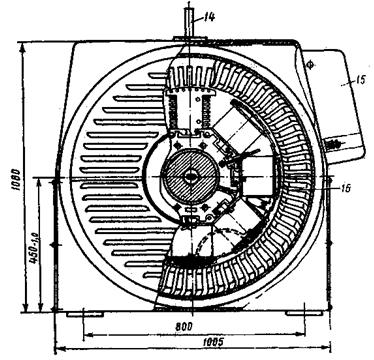
Рис. 3-9. Общий вид синхронного двигателя с высотой оси вращения h = 450мм; степень защиты IP23; способ охлаждения IС01; 250 кВт, 380 В, 500 об/мин:
1 – вал; 2 – крышка подшипниковая наружная; 3 – крышка подшипниковая внутренняя; 4 – щит подшипниковый4 5 – обмотка статора;6 – корпус статора; 7 – сердечник статора; 8 – сердечник полюса; 9 – втулка ротора; 10 –обмотка возбуждения полюсов; 11 – лопатка вентиляционная; 12 - узел контактных колец ротора; 13 – колпак; 14 – ушко транспортное; 15 – коробка выводов; 16 – пусковая обмотка.
Наружные кольца подшипников крепят по торцам подшипниковыми крышками, фиксирующими расположение подшипников в аксиальном направлении. Внутреннее кольцо подшипника насаживается на вал с плотной посадкой, а наружное входит во втулку подшипникового щита подвижно, так что при разборке машины подшипники остаются на валу. Этим самым облегчается как сборка, так и разборка машины.
В малых машинах с h < 160 ÷ 200 мм оба подшипника шариковые радиальные однорядные по ГОСТ 8338; при этом с одной стороны машины между подшипниковой крышкой и подшипником оставляют зазор, который обеспечивает возможность аксиального перемещения вала, компенсирующего неточности осевых размеров при сборке машины. Для компенсации указанных отклонений могут также применяться с обеих сторон машины, пружинящие стальные гофрированные шайбы.
В больших машинах со стороны выступающего конца вала располагают роликовый подшипник радиальный с короткими цилиндрически роликами по ГОСТ 8328; при этом отпадает надобность в зазоре или в пружинящих шайбах, так как роликовый подшипник обеспечивает возможность аксиального перемещения вала (рис. 3-9).
Радиальные подшипники могут воспринимать как радиальную, также и осевую нагрузку, не превышающую 70% неиспользованной радиальной нагрузки. При соблюдении этого условия машины с шарикоподшипниками могут работать как с горизонтальным, так и вертикальным расположением вала.
В машинах, предназначенных для тяжелых режимов работы,например в используемых во вспомогательных устройствах металлургической промышленности двигателях постоянного тока с h > 355 мм, применяют сдвоенные радиально-упорные шариковыеподшипники по ГОСТ 832, которые воспринимают на себя нагрузку от силы тяжести якоря и осевую составляющую нагрузки от передачи момента.
Для подшипников качения используют консистентную мазеобразную смазку, которой заполняют около 2/3 смазочной камеры; заполнение смазкой всего объема камеры ведет к повышению нагрева подшипников. Для консистентной смазки достаточны несложные уплотнения в виде прямоугольных кольцевых канавок, протачиваемых в подшипниковых крышках; канавки при сборке машины также заполняют консистентной смазкой.
В подшипниковых щитах может быть предусмотрено устройство для пополнения и частичной замены консистентной смазки. При этом свежая смазка подается специальным приспособлением под давлением в пространство за внутренней подшипниковой крышкой, вытесняя отработанную смазку через наружную крышку подшипникового узла.
Смена и пополнение смазки не требуются, когда в машинах применяют шариковые радиальные однорядные подшипники закрытого типа с двусторонним уплотнением, не выходящим за габариты подшипников, и с заложенной на весь срок службы консистентной смазки по ГОСТ 8882. При установке таких подшипников отверстие под их посадку во втулке подшипникового щита делают не сквозным, а глухим, т. е. совмещают подшипниковую крышку со щитом.
У машин, крепление которых осуществляется фланцем (с лапами и без лап), подшипниковый щит отливается совместно с фланцем. Размеры фланцев должны соответствовать ГОСТ 18709 и 20839.

