 2015-05-26
2015-05-26 963
963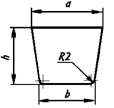 | F п, см2 | a, мм, при h, мм | b, мм, при h, мм | |||||||
| 0,3 | – | – | – | – | – | – | ||||
| 0,5 | – | – | – | – | ||||||
| 0,7 | – | – | – | – | ||||||
| 0,9 | – | – | – | – | ||||||
| 1,0 | – | – | – | – | ||||||
| 1,2 | – | – | – | – | ||||||
| 1,4 | – | – | ||||||||
| 1,8 | ||||||||||
| 2,2 | ||||||||||
| 2,5 | ||||||||||
| 3,0 |
 | |||
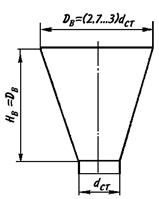 | |||
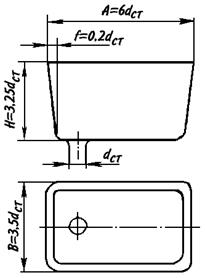
Рисунок 3. Воронка Рисунок 4. Литниковая чаша
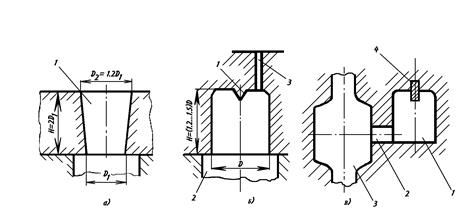
Рисунок 4. Прибыли
а) открытая; б) закрытая; в)боковая
5.1.2 Проектирование отливки
Чертёж отливки выполняется с учётом размеров детали и назначенных элементов технологии (рис. 1б). Для этого вычерчивается деталь в тонких линиях, на которую добавляют назначенные величины припусков, уклонов, радиусов и других элементов технологии. На чертеже показывают габаритные размеры отливки.
5.1.3 Проектирование технологической оснастки и литейной формы
К технологической оснастке для изготовления отливки относятся: модели отливки и стержневые ящики, подмодельные плиты и опоки, кокиль и пресс-формы для литья в металлические формы, пресс-формы для литья по выплавляемым или газифицируемым моделям. При проектировании технологической оснастки используют соответствующие рекомендации справочной литературы и стандарты.
Литейные формы делятся на постоянные, полупостоянные и разовые. В общем машиностроении наиболее часто используются разовые песчано-глинистые литейные формы, изготовляемые в опоках [6]. Размеры опок стандартизированы по размерам «в свету» (длина и ширина без толщины стенок) (табл. 10). Для мелкого и среднего литья наиболее часто используют опоки с размерами: 500´400; 800´600; 1200´900. Высота опок выбирается по табл. 11. Размеры опок выбирают с учётом максимального использования её сечения и высоты, размещая одну или несколько отливок. Толщину слоя формовочной смеси на различных участках формы определяют по табл. 12.
В курсовой работе необходимо выбрать размеры опок и начертить форму в сборе с изображением фронтального разреза формы и вида сверху со снятой верхней опокой.
Формовочная смесь на чертеже формы показывается точками, в сечениях дополнительно штрихуется под углом 45°, расстояние между линиями штриховки в 2 раза больше, чем при штриховке металлов. Стержни штрихуются полностью или по контуру. Полости формы и литниковые каналы оставляют светлыми.
Таблица 10








