 2015-05-26
2015-05-26 1785
1785Разъемная герметизация применяется для защиты блоков РЭА, требующих замены компонентов при ремонте, регулировке и настройке. Герметичность разъемного контейнера достигается уплотнением стыков корпуса с кожухом при помощи уплотнительных прокладок: эластичных с принудительным уплотнением, эластичных с самоуплотнением, металлических.

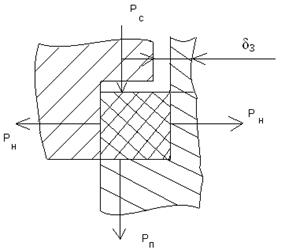

Прокладка с самоуплотнением из упругого неметаллического материала, помещенная в гнездо уплотняемого разъема сжимается на некоторую определенную величину – натяг. Размеры посадочного места должны соответствовать размерам прокладки, а объем прокладки должен быть меньше объема посадочного места. Давление, с которым прокладка всегда прижата к стенкам корпуса и кожуха Рп=Рн+Рс, где Рн – начальное давление, Рс – давление окружающей среды.
В уплотнительных узлах с принудительным уплотнением удельное давление на прокладку выбирается таким, чтобы контактное давление во всем диапазоне рабочих температур всегда оказывалось выше Рс.
В качестве материала прокладок используется преимущественно резина и резино – металлические материалы. При высоких рабочих температурах эксплуатации РЭА и при наличии агрессивных сред применяются металлические уплотнительные прокладки из алюминия, меди, свинца, индия. Данные прокладки предназначены для разового применения.
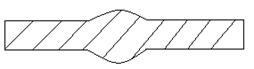
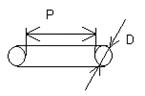
При уплотнении неподвижных соединений (корпус, кожух и т.п.) диаметр d сечения тороидальной прокладки выбирается в зависимости от ее внутреннего диаметра D или от размера посадочного места.
Для уплотнительных узлов, работающих в агрессивных средах, рекомендуется применять клиновидные гнезда, а для неагрессивных и малоагрессивных сред – прямоугольные. Шероховатость поверхности всех деталей, соприкасающихся с прокладками, должна соответствовать 7-му классу. Качество конструкции герметизированного узла оценивается критерием качества Kг, который для идеальной конструкции равен единице.
Kг=1,48·10-6·k1·k2·k3/Q·me
где К1 – коэффициент, зависящий от степени деформации ∆l прокладки и зазора в соединении δ:
К2 – коэффициент, зависящий от технологичности герметизируемого угла, т.е. от числа деталей узла N и числа S крепежных элементов на длине уплотнения 1 м;
К3 = lg (1/(1-р)); р – вероятность безотказной работы; q – утечка рабочей среды через уплотнение; me- потонная масса деталей узла в зоне герметизации.
Таким образом, чтобы повысить качество герметизации, необходимо улучшать технологичность конструкции и уменьшать утечку рабочей среды.








