 2015-06-04
2015-06-04 2746
2746| R | A | B | L | M | N | K | H |
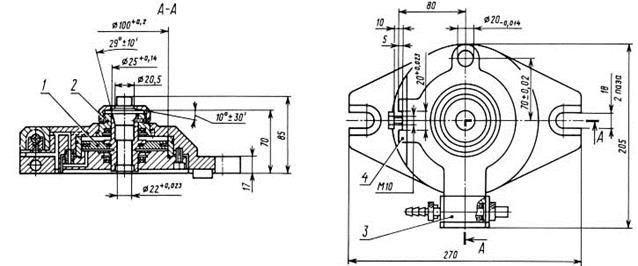
Рис. 139. Приспособление пневматическое с цанговым зажимом (1, 5 - поршни; 2 - втулка; 3 – кран; 4 - колодка)
Предназначено для закрепления деталей цилиндрической формы диаметром до 15 мм при обработке канавок, шлицев и лысок на фрезерных станках. Заготовку устанавливают в сменную цангу. Зажим выполняется перемещением вверх конусной втулки 2, соединенной с поршнем 1 пневматического цилиндра, управляемого краном 3. Колодка 4 с пазом служит для установки фиксирующего элемента при обработке заготовок, требующих угловой фиксации. Ход поршня 5 мм. Сила на штоке пневмоцилиндра 2450 Н при давлении сжатого воздуха 0,4 МПа.
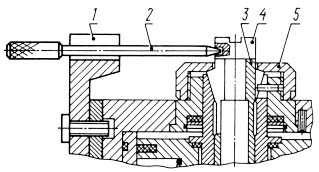
Рис. 140. Пример наладки пневматического приспособления (1 - вилка; 2 - фиксатор; 3 - цанга; 4 - золотник; 5 - приспособление).
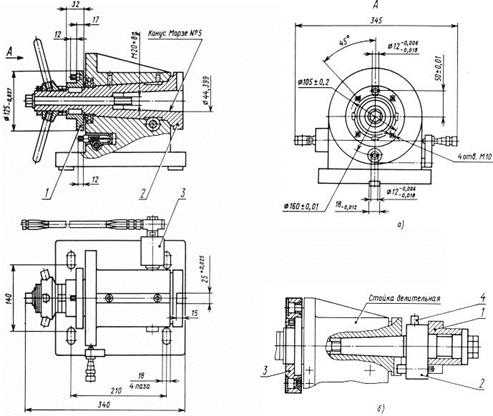
Рис. 141. Стойка делительная: a - конструкция делительной стойки (1 - фланец; 2 - шпиндель; 3 - гидроцилиндр); б - пример наладки (1 - заготовка; 2 - шпиндель; 3 - диск; 4 - контрольный палец).
Стойка предназначена для закрепления втулок, колец, фланцев, валов при выполнении фрезерных операций, связанных с делением. Деление обеспечивается делительным диском с угловой фиксацией. Масса стойки не более 100 кг.
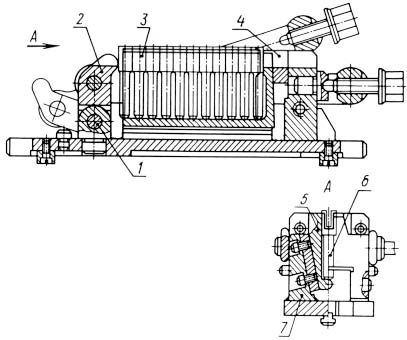
Рис. 142. Кассетное приспособление (1 - ось; 2 - прихват; 3 - заготовка; 4 - упор; 5 - кассета; 6 - пластина; 7 - корпус)
Предназначено для фрезерования глубоких пазов в заготовках деталей типа вилки.
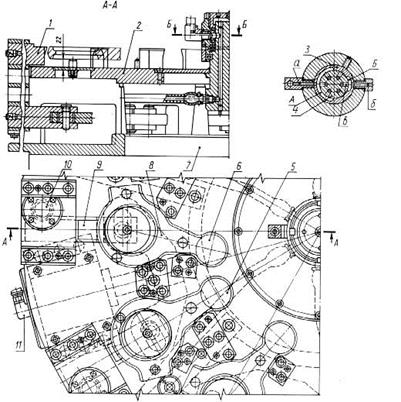
Рис. 143. Приспособление с автоматическим креплением заготовок при непрерывном фрезеровании (1 - призма подвижная; 2 - плита; 3 - кольцо; 4 - стержень вращающийся; 5, 6 - заготовки; 7 - корпус; 8 - коромысло; 9 - рейка; 10 - зубчатый валик; 11 - пневмопривод; А, Б - воздушные полости; a, б - каналы; в - отверстие)
Предназначено для непрерывной обработки заготовок на карусельно-фрезерных станках. Приспособление устанавливают на стол станка. Вращающийся стол приспособлений приводится в действие от коробки скоростей или ходового винта станка. В приспособление устанавливают двенадцать заготовок. Каждая пара заготовок 5, 6 автоматически зажимается пневмоприводом 11, с помощью качающегося коромысла 8, действующего на две рейки 9, связанные с валиками 10, которые перемещают призму 1. Воздухораспределительное устройство последовательно питает сжатым воздухом шесть цилиндров. По каналу а воздух поступает в полость А неподвижного кольца 3 и по трем радиальным и трем вертикальным отверстиям, стержня 4 направляется к трем цилиндрам в зоне резания. В это время через отверстие в, полость Б и канал б воздух с загрузочной позиции выходит в атмосферу.
ГЛАВА 10. ПРИСПОСОБЛЕНИЯ ДЛЯ
МНОГОЦЕЛЕВЫХ СТАНКОВ И СТАНКОВ ТИПА ОБРАБАТЫВАЮЩИЙ ЦЕНТР
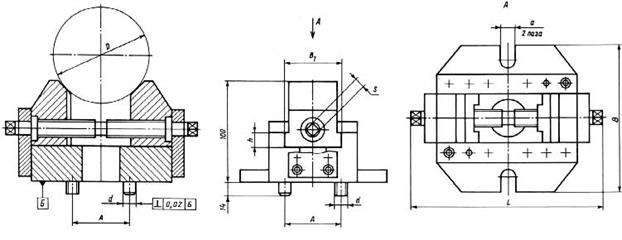 Рис. 144. Регулируемая призма.
Рис. 144. Регулируемая призма.
Предназначена для компоновки наладок на плите и угольнике при обработке заготовок деталей типа тел вращения на сверлильных и расточных станках с ЧПУ.
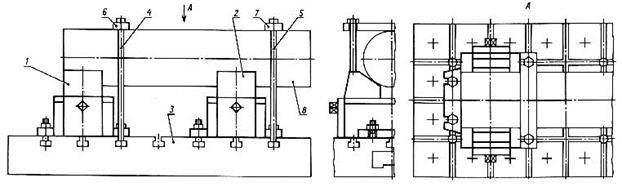
Рис. 145. Пример применения регулируемой призмы (1, 2 - призмы;
3 - плита; 4, 5 - болты; 6, 7 - планка съемная; 8 - заготовка).
Размеры призмы, мм
| a | L | B | B 1 | D | A | h | S | d | Масса, кг | |
| min | max | |||||||||
| 6,7 | ||||||||||
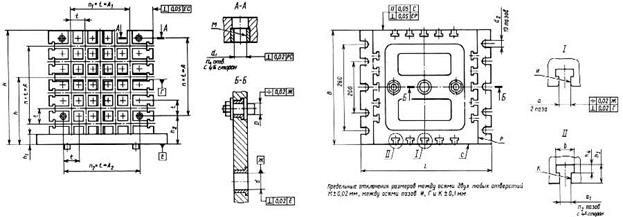 Рис.146. Четырехсторонний угольник.
Рис.146. Четырехсторонний угольник.
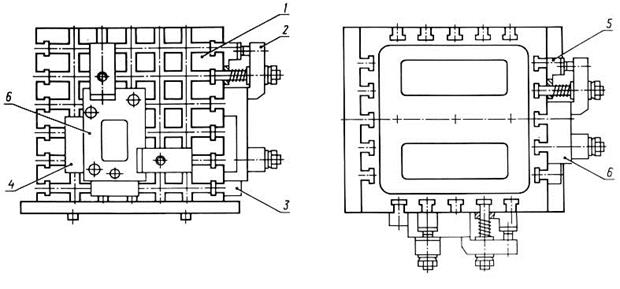 Рис. 147. Пример применения четырехстороннего угольника
Рис. 147. Пример применения четырехстороннего угольника
(1 - угольник; 2 - прихваты ГОСТ 4735-69; 3, 4 - упор; 5 - опора; 6 - заготовка).
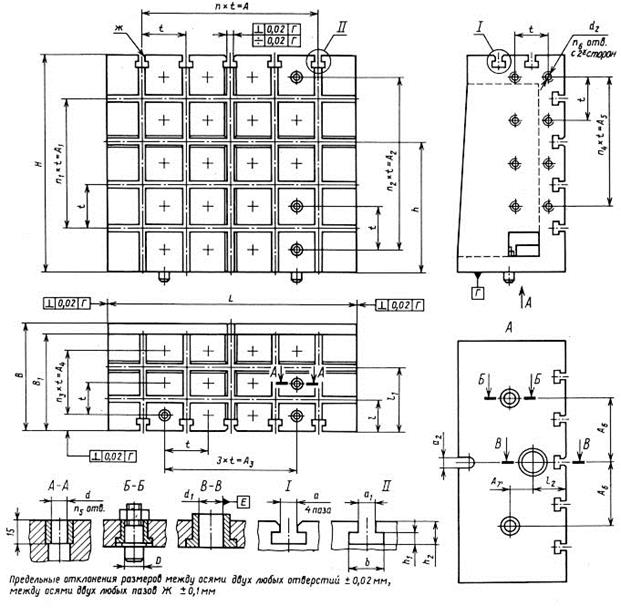 Рис. 148. Угольник.
Рис. 148. Угольник.
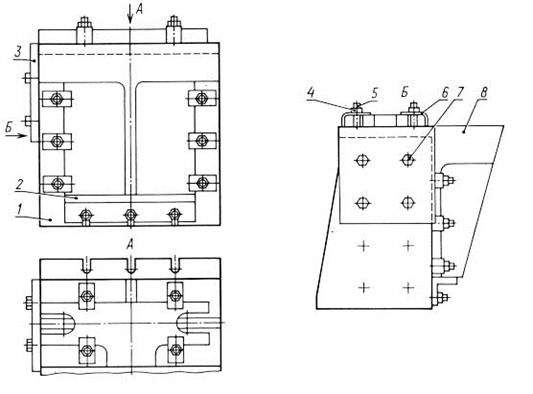
Рис. 149. Пример использования угольника
(1 - угольник; 2 - планка опорная; 3, 8 - планки ограничительные; 4 - гайка; 5 - болт ГОСТ 7798-70; 6 - прижим; 7 - болт ГОСТ 12201-66).
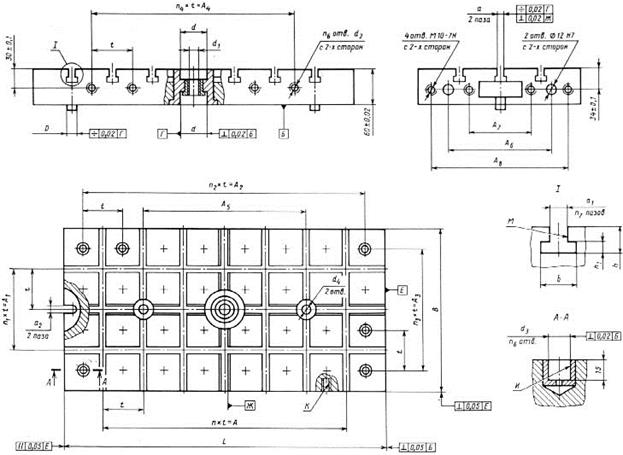 Рис. 150.. Координатная плита.
Рис. 150.. Координатная плита.
Предназначена для ориентации и крепления заготовок на многоцелевых станках с ЧПУ в сборно-разборных приспособлениях.
1. Предельные отклонения между осями двух любых отверстий
И + 0,02 мм; К + 0,1 мм.
2. Предельные отклонения между осями двух любых пазов
Ж и М + 0,1 мм.
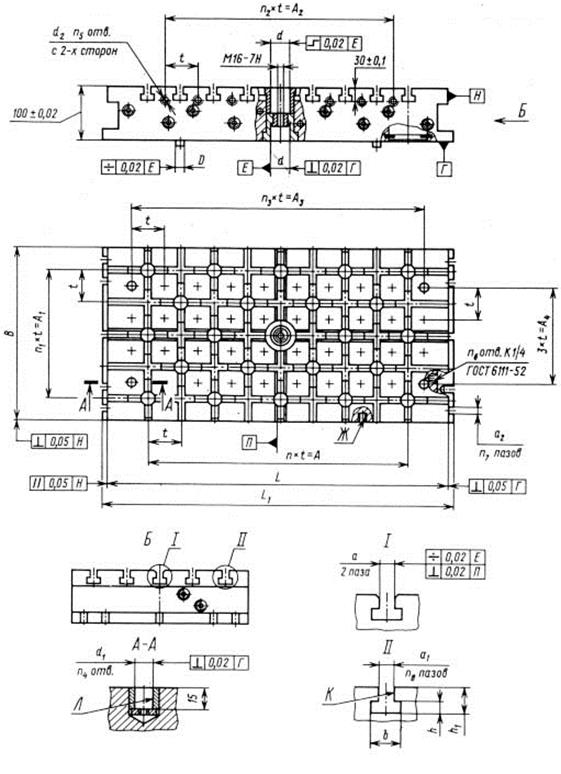
Рис. 151. Координатная гидравлическая плита
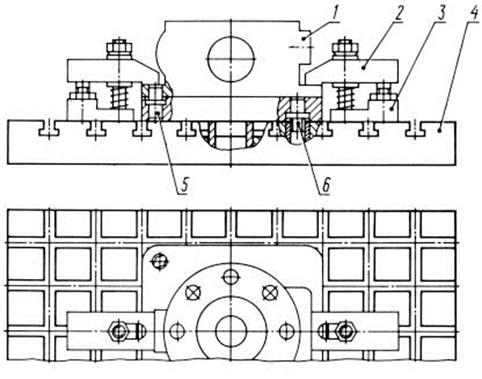
Рис. 152. Пример применения координатной плиты
(1 – деталь; 2 – прихват; 3 – опора; 4 - плита).
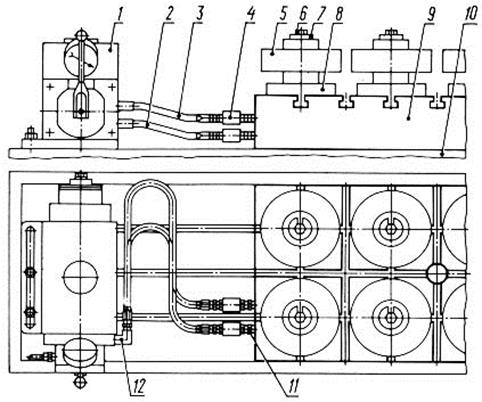
Рис. 153. Пример применения гидравлической координатной плиты
(1- пневмогидро- преобразователь; 2, 3 - рукава; 4 - муфта; 5 - заготовка; 6 - болт; 7 - шайба; 8 - опора; 9 - плита гидравлическая; 10 - стол станка с ЧПУ; 11 - штуцер; 12 - патрубок).
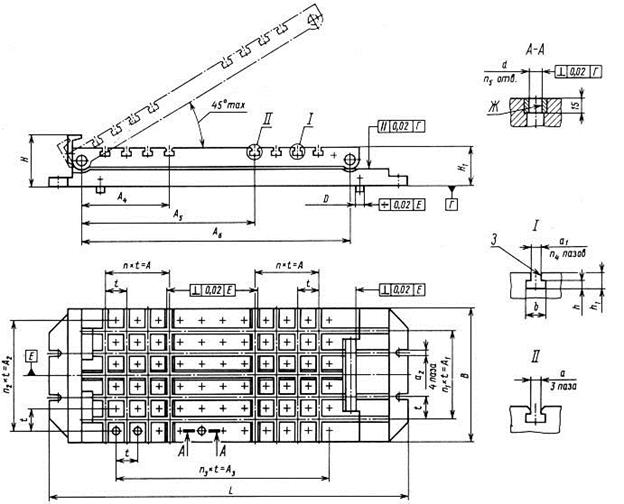 Рис. 154. Угловая плита.
Рис. 154. Угловая плита.
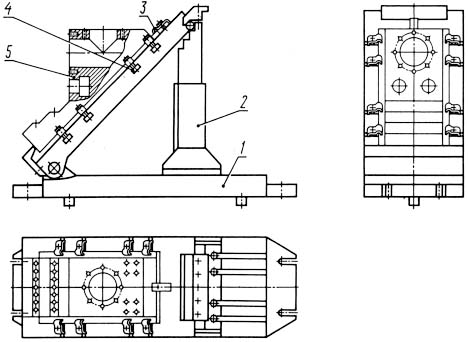
Рис. 155. Пример применения угловой плиты
(1 - плита угловая; 2 – опора регулируемая; 3 - прихват ГОСТ 12939-67; 4 - болт Гост 12201-66; 5 - заготовка).
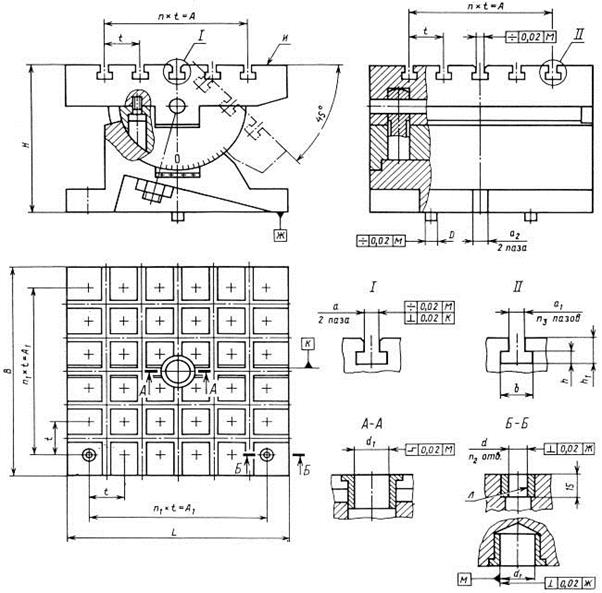 Рис. 156.Плита угловая квадратная.
Рис. 156.Плита угловая квадратная.
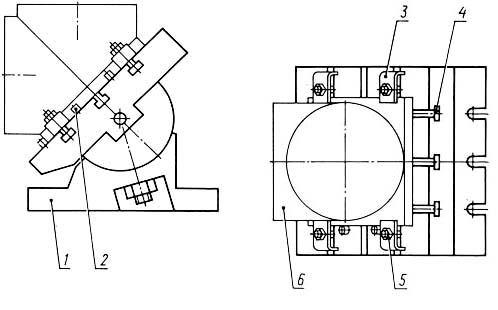
Рис. 157. Пример использования угловой плиты.
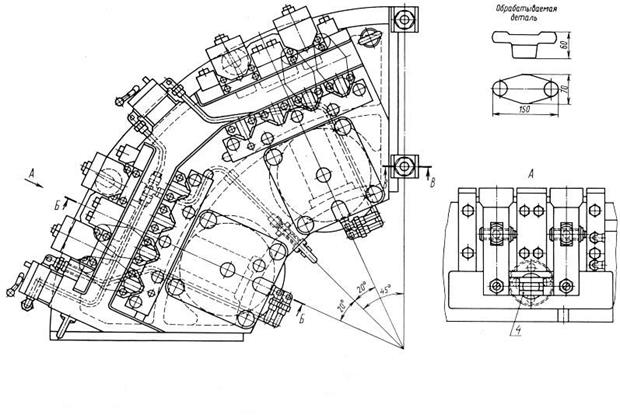 Рис. 158. Приспособления для установки и закрепления фланцев при обработке бобышек на карусельно-фрезерном станке модели 6М23В.
Рис. 158. Приспособления для установки и закрепления фланцев при обработке бобышек на карусельно-фрезерном станке модели 6М23В.
Усилие зажима от двух пневмоцилиндров 1 двойного действия через клин 2, валик с роликами 3 и коромысло 4 передается четырем прихватам. Четыре секции данного приспособления устанавливаются на стол станка.
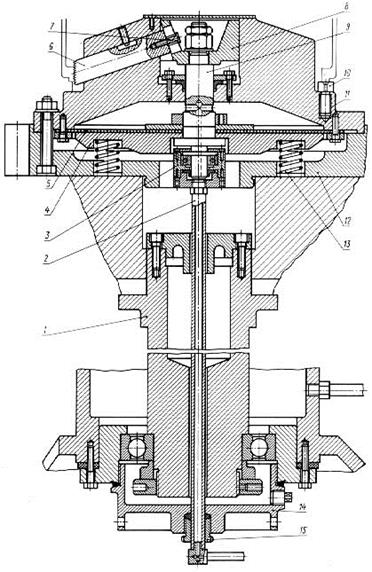
Рис. 159. Пневматическое зажимное приспособление для карусельного станка.
На основании оправки 12 закреплен корпус 11 с тремя плунжерами 6, соединенными с клином 8 винтами 7 и перемещающимися в радиальном направлении. Диафрагма 5 с опорным диском 4 и штоком 9 укреплена на корпусе оправки. Сжатый воздух подается по расположенной в отверстии вала 1 трубке 2. верхний конец которой закреплен в крышке муфты 3, а нижний в гайке 15, установленной в кожухе 14. Из муфты сжатый воздух через отверстия в штоке 9 поступает в камеру силового привода, опускает шток вниз, увлекая за собой клин 8. Плунжеры 6, раздвигаясь, центрируют и зажимают деталь, которая устанавливается нижним торцом на шесть регулируемых опор 10. Для раскрепления детали сжатый воздух стравливается в атмосферу, опорный диск со штоком 9 и пружинами 12 возвращается в исходное положение.
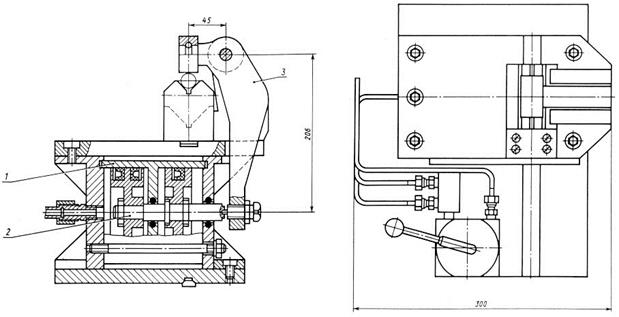
Рис. 160. Приспособление для фрезерования деталей типа валик.
Сжатый воздух цилиндра 1 через поршни передает усилие на шток 2, соединенный с прихватом 3, который закрепляет обрабатываемую деталь.
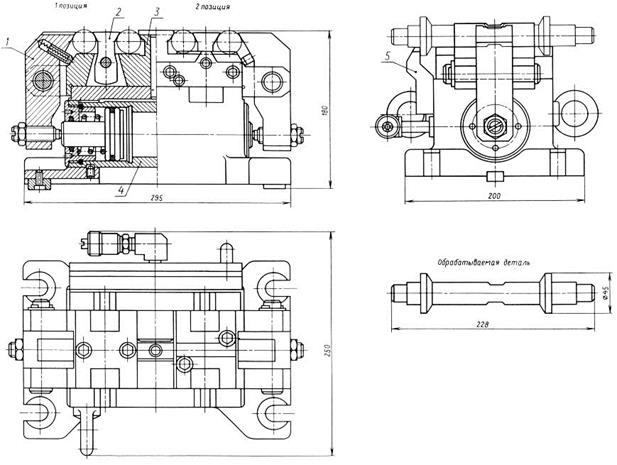
Рис. 161. Приспособление двухпозиционное.
Предназначено для установки и закрепления валиков при обработке лысок на горизонтально-фрезерном станке.
Обрабатываемая деталь упирается торцом в планку 5, в первой позиции устанавливается цилиндрической поверхностью на планку 3, а во второй позиции выставляется по лыске. Усилие зажима от гидроцилиндра 4 передается двум прихватам 1 и качающимся серьгам 2.
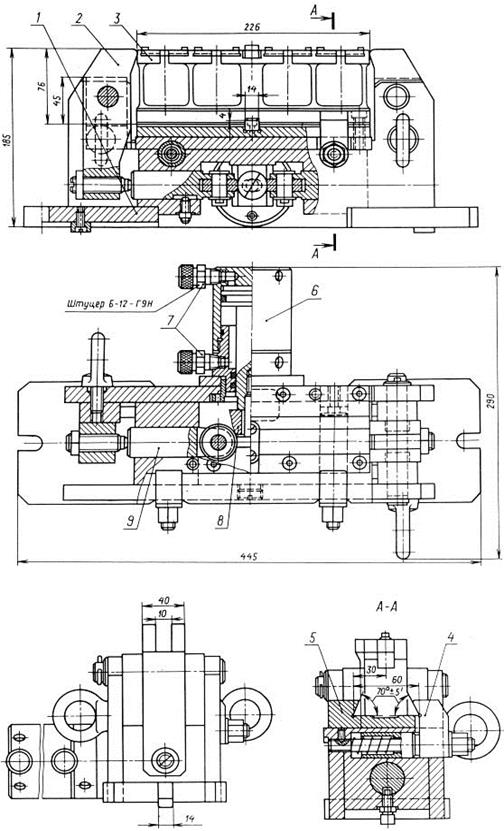
Рис. 162. Приспособление для фрезерования деталей типа валик.
Состоит из базовой части 1 (с встроенным гидрозажимом) и сменных многоместных наладок 3. Наладки устанавливаются на планку 5 и закрепляются прихватами 4. Закрепление обрабатываемых деталей в наладках осуществляется двумя прихватами 2. Усилие зажима передается прихватам от гидроцилиндра 6 двустороннего действия через плавающий клин 8 и два плунжера 9. Приспособление присоединяется к гидравлическому питателю штуцером 7.
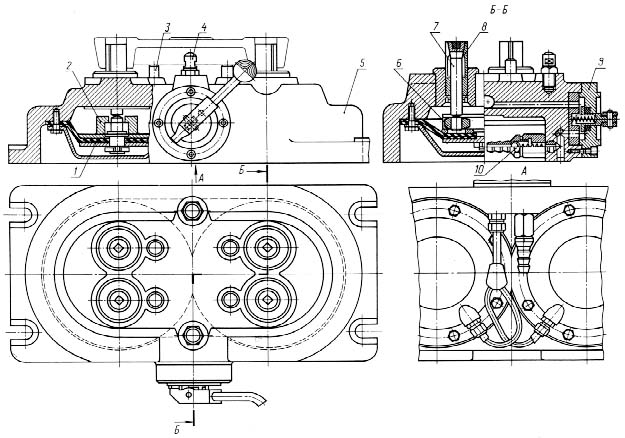
Рис. 163. Приспособление для фрезерования плоскостей.
В данном приспособлении внутри литого чугунного корпуса 5 размещаются два силовых привода двустороннего действия с диафрагмами 1. Сжатый воздух из сети подается одновременно в оба привода через шариковый обратный клапан 10 и встроенный распределительный кран 9. К опорной шайбе диафрагмы приварены четыре планки 2, образующие два Т-образных паза. В пазы заложены гайки 6 с четырьмя конусными стержнями 7, которые разжимают цанги 8. Степень разжатия цанги регулируется путем ввертывания стержня в гайку или вывертывания его из гайки, для чего в головках стержней имеются внутренние квадраты. Обрабатываемые детали надеваются на цанги 8 и укладываются на жесткие опоры 3 и регулируемые опоры 4. При поступлении сжатого воздуха в верхнюю полость силового привода диафрагма опускается и, затягивая стержни 7, зажимает обрабатываемые детали. Обработанные детали освобождаются после поворота рукоятки распределительного крана. При этом верхняя полость привода сообщается с атмосферой, а сжатый воздух подается в нижнюю полость. Диафрагма, поднимаясь, выталкивает из цанги стержни 7, и детали свободно снимаются с приспособления.








