 2015-06-16
2015-06-16 910
910Фуговальный станок предназначен для прямолинейного строгания (фрезерования, фугования) заготовок по пласти или кромкам. Ф. с. имеет станину, на которой смонтированы: круглый ножевой вал (обычно имеет 2—4 ножа), рабочий стол, вертикальная ножевая головка и направляющая линейка. Обычно на Фуговальные станки одновременно обрабатывается одна пласть или одна кромка; заготовка ориентируется по направляющей линейке при снятой вертикальной головке. При одновременной обработке пласти и кромки используются ножевой вал и вертикальная фрезерная головка, установленная под углом 90° к поверхности стола. Рабочий стол Фуговальных станков состоит из удлинённой передней части, устанавливаемой по высоте на толщину сострагиваемого слоя, и неподвижной задней, поверхность которой находится на уровне окружности лезвий ножей.
Схема 3. Рабочие органы фуговального станка
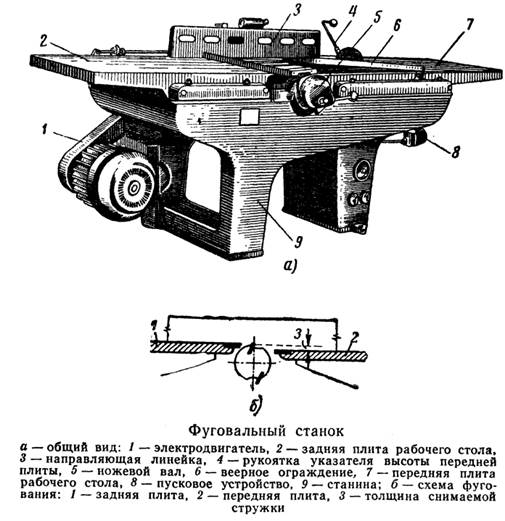
Таблица 6. Технические характеристики
| Параметр | Значение |
| Ширина строгания 41/53 | 410/530 мм |
| Общая длина столов 41/53 | 2650/2900 мм |
| Длина подающего стола 410/510 | 1350/1400 мм |
| Длина стола на выходе 410/510 | 1100/1150 мм |
| Размер направляющей | 1350х170 мм |
| Угол наклона направляющей | 0-45 гр. |
| Высота рабочего стола | 890 мм |
| Максимально снимаемый слой | 8 мм |
| Частота вращения вала | 5000 об/мин |
| Диаметр вала (4 ножа) | 116 мм |
| Диаметр аспирационного отверстия | 150 мм |
| Мотор 41/53 | 4 лс(3 кВт) / 5,5 лс (4 кВт) |
| Вес нетто 41/53 | 580/660 кг |
| Габаритный размер | 2650х1120х1070 мм |
| Габаритный размер 510 | 2900х1300х1070 мм |
Фуговальный станок (схема 2) состоит из станины 9 и рабочего стола, представляющего собой две горизонтальные гладкие чугунные плиты (задняя 2 и передняя 7), снабженные тонкими стальными губками со стороны ножевого вала. Назначение губок - защищать концы плит от истирания, уменьшать зазор между ножами и плитами и осуществлять подпор волокон при срезании стружки. Между плитами помещается ножевой вал 5. Ножевой вал расположен так, что режущие кромки укрепленных на нем ножей находятся на одном уровне с задней плитой. Каждую плиту можно отдельно поднимать и опускать при помощи винта.
При работе на станке заднюю плиту 1 устанавливают на уровне режущих кромок ножей, а переднюю 2-ниже, на толщину снимаемого слоя древесины. Чем ниже поставлена передняя плита, тем толще сострагиваемый слой.
На столе закрепляется направляющая линейка 3, которую можно передвигать по ширине стола. Фуговальный станок работает непосредственно от электродвигателя 1 через клиноременную передачу.
При фуговании обрабатываемый материал кладут на переднюю плиту стола по возможности под прямым углом к ножевому валу и, плотно прижимая к плите левой рукой близ ножей, левой дальше от них, надвигают его на ножи, которые строгают нижнюю поверхность детали.
Когда передний конец детали пройдёт за ножи, деталь прижимают левой рукой к поверхности задней плиты, а правой к поверхности передней плиты. Нажим должен быть по возможности одинаковым, а подача - плавной и равномерной.
Вначале острагивают широкую сторону детали (пласть), а затем узкую (кромку). При строгании второй смежной стороны деталь следует прижимать к столу и к направляющей линейке.
Во избежание излишних задиров волокон строгать надо по слою. При строгании деталей из сосновой древесины рекомендуется рабочий стол протирать тряпкой, смоченной керосином, так как выделяемая из древесины смола пристаёт к столу и затрудняет продвижение деталей.
Для подачи материала нужно использовать особые колодки толкатели, обеспечивающие безопасность работы и не допускающие соприкосновения пальцев с ножами.








