 2015-06-16
2015-06-16 913
913Схема 5. Рабочие органы Сверлильно – пазовального станка
Схема 6. Организация рабочего места у Сверлильно – пазовального станка
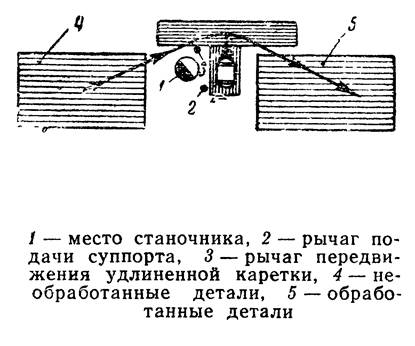
Таблица 8. Технические характеристики Сверлильно - пазовального станка
| Характеристика | Значение |
| Двигатель: | 400V, 2200 W |
| Размер стола | 500х210 мм |
| Мах диаметр хвостика инструмента | 16 мм |
| Вертикальное перемещение | 140 мм |
| Горизонтальное перемещение | 290 мм |
| Аспирационное отверстие | диаметр 100 мм |
| Упаковочный размер | 840х715х680 мм |
| Вес | 117 кг |
Сверлильно – пазовальный станок имеет шпиндель с патроном, в который вставляют сверло и каретку – Рукояткой можно передвигать шпиндель вдоль оси сверла, а каретку – в поперечном направлении. На этом станке можно высверливать не только круглые, но и продолговатые отверстия (пазы), так как пазовое сверло, кроме режущих кромок на рабочем конце имеет и боковые режущие кромки.
Заготовку крепят на столе станка. Стол перемещается ручкой или реечным механизмом перпендикулярно оси сверла по направляющим кронштейнам. Для получения паза сначала заготовку крепят на столе прижимом с рукояткой и упорным угольником, затем надвигают шпиндель со сверлом на заготовку при одновременном поперечном перемещении стола с заготовкой на длину паза. После этого вторично перемещают стол при углубленном в древесину вращающемся сверле (концевая фреза), которое зачищает стенки просверленного паза. Так можно изготовлять пазы и сквозные отверстия для шипов.
Обрабатываемые детали следует прочно закреплять на рабочем месте, так как даже незначительное смещение может привести к их порче, и для сборки они окажутся непригодными.
Наибольший диаметр просверленных отверстий 25 мм, глубина 100 мм, длина продолговатых отверстий 200 мм.
Продолговатое гнездо, выбранное обычным сверлом, получается с закругленными концами. Эти концы иногда обрабатывают стамеской под прямой угол.
Каретки Сверлильно – пазовальных станков имеют длину 0,5 м. Укладывая на них бруски длинной более 1,5 м, работающий должен поддерживать в горизонтальном положении свисающие концы деталей до закрепления их зажимом. Для облегчения работы можно пользоваться удлиненной кареткой на роликовых подставках.
Станкоинструментальной промышленностью выпускаются одношпиндельные станки с ручной подачей и с механической подачей, двенадцатишпиндельные с ручной подачей и тридцатишпиндельные с механической подачей. На них можно сверлить отверстия диаметром 25, 50 и 100 мм, глубиной до 120 – 150 мм.
При высверливании в детали нескольких отверстий одинакового диаметра применяют шаблон (кондуктор). В шаблоне отверстия требуемых размеров расположены на заданных расстояниях один от другого по прямой линии. Деталь закрепляют в шаблоне и подают под сверло по направляющей линейке, а сверление производят через отверстие в шаблоне.








