 2015-06-16
2015-06-16 1127
1127Схема 4. Рабочие органы рейсмусового станка
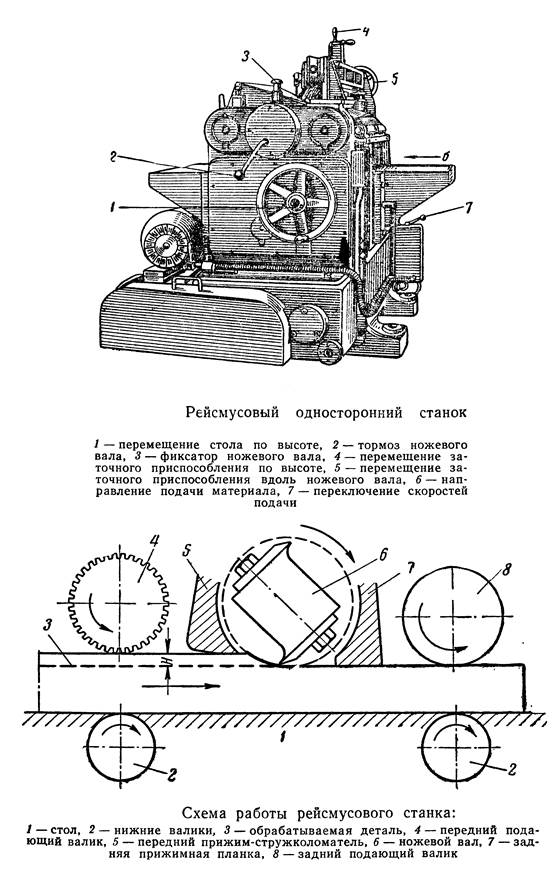
Рейсмусовый односторонний станок предназначен для одностороннего строгания деталей до заданной толщины (в размер) параллельно их прифугованной стороне. Рейсмусовый станок отличается от фуговального тем, что стол его состоит из одной сплошной плиты и не имеет направляющей линейки, а ножевой вал находится над столом. В зависимости от толщины обрабатываемой детали стол поднимается и опускается посредством винтового устройства. Материал подается механически – механизмом подачи, который состоит из двух пар валиков. Верхние валики расположены над обрабатываемой деталью по обе стороны ножевого вала: один впереди, а второй позади него. Нижние валики установлены точно под верхними. Верхние валики приводятся во вращение от электродвигателя через зубчатую передачу и называются приводными, подающими, питающими. Нижние валики установлены свободно и приводятся во вращение подаваемым материалом и называются направляющими, опорными (схема 3). Их назначение – облегчить подачу материала на ножевой вал. Они выступают над поверхностью стола на 0,1 – 0,3 мм.
Верхний передний валик 4 делается рифленым для того, чтобы он лучше сцеплялся с нестроганой поверхностью материала. Его устанавливают на 2 – 3 мм ниже поверхности подаваемого на ножи материала. Верхний задний валик 8 делается гладким, чтобы рифление не портило строганную поверхность древесины. Его устанавливают ниже режущих кромок ножа на 1 мм. Так как валики механизма подачи расположены параллельно, то одновременно подавать на обработку можно только детали одинаковой толщины. Ножевой вал вращается от электродвигателя через клиноременную передачу.
Для одновременной подачи заготовок разной толщины (5 – 10 мм) применяют рифленый подающий секционный валик (схема 3). Он состоит из 12 рифленых колец (секций), насаженных на общую ось и соединённых с ней пружинами. Во время прохождения детали, имеющей наибольшую толщину надавливающие на неё кольца секций, приподнимаются вверх, и под действием пружин сохраняет сцепление с деталью. В валиках новейшей конструкции пружины заменены резиновыми кольцевыми прокладками – амортизаторами. Для предупреждения обратного выбрасывания деталей из станка перед рифлёным валиком имеется защитное подвижное приспособление.
Ножевой вал закрыт сверху подъемным ограждающим колпаком. Одновременно колпак является воронкой вытяжного устройства (эксгаустера) и служит для подпора волокон при строгании. Поэтому передний край колпака очень близко подведен к ножам.
За ножевым валом, на 1 мм ниже режущих, имеется пружинящий прижимной валик, предупреждающий вибрацию детали при строгании. Шарнирно связанный с ним козырёк препятствует попаданию стружки под задний подающий валик.
Таблица 7. Технические характеристики рейсмусового станка
| Характеристики | Значение |
| Максимальная ширина строгания на станке | 600 мм |
| наибольшая толщина снимаемого слоя древесины | 5 мм |
| число ножей на валу | |
| Скорость вращения строгального вала обычно не регулируется и составляет | от 4000 до 6000 об/мин |
| Вес станка | 1050 кг |








