 2015-06-16
2015-06-16 579
579Наиболее широкое применение получили следующие основные виды контактной сварки: стыковая, точечная и (шовная) роликовая. Каждый из этих видов сварки может осуществляться различными способами, отличающимися по техническим признакам, роду используемой электроэнергии и способу подвода тока к свариваемым заготовкам.
Стыковая сварка. Заготовки сваривают по всей плоскости их касания. Для осуществления стыковой контактной сварки применяют специальные машины ручного или автоматического действия. Этим способом соединяют заготовки малого сечения (до 100 мм2), одинаковыми по форме с малоразвитым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Металл соединяемых заготовок должен быть однородным. Сварка сопротивлением даёт хорошие результаты для металлов, обладающих хорошей свариваемостью в пластическом состоянии – малоуглеродистых и низколегированных конструкционных сталей, алюминиевых и медных сплавов.
Стыковая сварка непрерывным оплавлением состоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходит на других участках торцов. В результате заготовки прогреваются на небольшую глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой.
Точечная сварка. Заготовки соединяют сваркой в отдельных местах, условно называемыми точками (рис. 2). Размеры и структура точки, определяющие прочность соединения, зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей заготовок. Качественная сварная точка характеризуется наличием общего для обеих заготовок литого ядра определенных размеров.
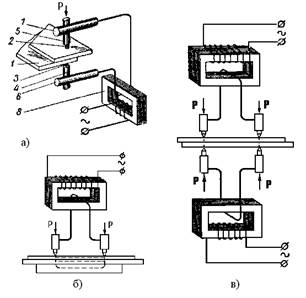
Рис. 2. Схемы точечной контактной сварки: а – двухсторонняя одноточечная;








