 2015-06-24
2015-06-24 1916
1916Для групповой раскряжевки хлыстов и разделки долготья на коротье используют цепные пилы У, совершающие прямолинейное возвратно-поступательное движение (рис. 4.12, а). Пачки хлыстов или долготья располагают на приемных устройствах 2У имеющих коники со стойками. В установке, схема которой приведена на рис. 4.12, в, приемные устройства смонтированы на самоходных вагонетках 1, перемещающихся при переходе от одного пропила к следующему, а пила 2 установлена стационарно. У установки, изображенной на рис. 4.12,6, приемные устройства 1 неподвижны, а переход от одного пропила к следующему осуществляется передвижением пилы 2. Для облегчения подъема пилы при выведении ее из пропила, коники со стойками, несущие пачки отпиленных отрезков, после прихода пилы в нижнее положение передвигаются вдоль приемного устройства на величину 0,1—0,2 м.
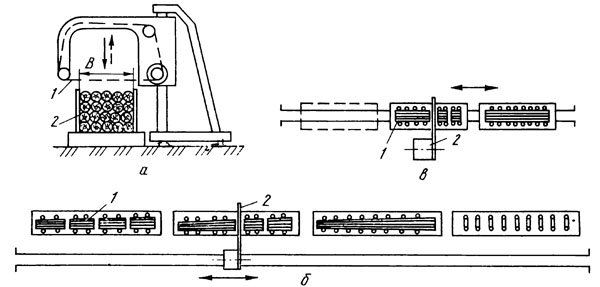
Рис. 4.12. Схемы установок для групповой распиловки:
а — пильный механизм; б — установка для раскряжевки хлыстов ЛО-62; в — установка для разделки рудстоечного долготья ЛО-67
Мощность привода и производительность чистого пиления цепной пилы, применяемой для групповой раскряжевки, расчитывают так же, как и для обычных цепных пил (формулы 4.19 и 4.21), однако в этих формулах высота пропила определяется из выражения Н=ВА> где В — ширина распиливаемой пачки; Д — коэффициент полнодревесности пачки.
В настоящее время имеются только опытные образцы установок для групповой раскряжевки хлыстов и разделки долготья.
В установке для групповой раскряжевки хлыстов Л0-62 (рис. 4.12,6) пильная цепь ПЦУ-30 приводится в движение от электродвигателя мощностью 45 кВт; скорость резания составляет 15 м/с; скорость передвижения самоходной вагонетки, на которой смонтирована пила, 0,4 м/с. Подъем и опускание пилы осуществляются при помощи гидроцилиндров. Установка имеет четыре приемных устройства, на каждом из которых размещают пачку хлыстов объемом 25 м3 (размеры поперечного сечения пачки 2,8X2,8 м). Расчетная производи-
тельность установки составляет около 100 м3/ч.
Для групповой разделки рудстоечного долготья на коротье можно использовать установку ЛО-67 (рис. 4.12, б). Объем распиливаемой пачки 8—10 м3 (размеры поперечного сечения пачки 1,6X1,6 м). Скорость продольного перемещения вагонеток с расположенными на них приемными устройствами 0,7 м/с. Расчетная производительность установки— около 40 м3/ч.
Установки групповой раскряжевки хлыстов дают очень высокую производительность, но работают по обезличенному методу раскроя. Их целесообразно применять при раскряжевке хлыстов, подсортированных по породам и качеству на крупных лесных складах с развитой переработкой круглых лесоматериалов.
Глава 5 ПРОДОЛЬНАЯ РАСПИЛОВКА
§ 5.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СТАНКОВ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ
На лесных складах распространено шпалопиление и выработка тарных дощечек, а на некоторых имеется также и лесопиление. Все эти производства связаны с продольной распиловкой кряжей, в результате которой получают: пластины (сегменты), четвертины,
двух-, трех- (лафеты) и четырехкантные (чистообрезные) брусья, бруски, обрезные и необрезные доски и шпалы, рейки, горбыли (рис. 5.1). Продольный раскрой, так же как и поперечный, можно производить по индивидуальному, программному и обезличенному методам. Индивидуальный раскрой выполняют на круглопильных шпалорезных и ленточнопильных станках, программный метод используют при работе шпалоав-томатов; обезличенный раскрой — при работе лесопильных рам и многопильных станков с круглыми пилами.
Одним из основных классификационных признаков установок для продольной распиловки является тип режущего инструмента, по которому различают круглопильные, ленточно-пильные станки и лесопильные рамы. В зависимости от характера движения пилы и кряжа в процессе его продольной распиловки станки делят на три основные группы. К первой группе относят станки с возвратно-поступательным движением распиливаемого кряжа, закрепляемого на тележке. Во время остановки тележки осуществляется подготовка к следующему пропилу, для чего производят поперечное перемещение кряжа или пилы. Ко второй группе относят станки с возвратно-поступательным движением пилы. В этом случае пилу размещают на движущейся каретке, а кряж закрепляют в зажимах, не имеющих продольного перемещения. Поперечное перемещение кряжа или пилы для очередного пропила производится во время остановки пильной каретки. Станки первой и второй групп относят к машинам периодического действия. Чаще всего пиление в этих станках производится при движении кряжей (или пильной каретки) только в одну сторону, обратные же ходы являются холостыми; однако в некоторых случаях применяют круглопильные станки с пилением в обоих направлениях. К третьей группе относят станки с непрерывным движением кряжей в одном направлении. Эти станки делят на однопильные и многопильные, являющиеся наиболее производительными; чаще всего их делают многопильными, при этом пилы либо могут перемещаться только во время наладки станка (производится обезличенный раскрой), либо поперечное перемещение пил происходит за время интервалов между соседними кряжами, поступающими в станок.
Применяемые однопильные станки этой группы обычно устанавливают последовательно; при распиловке на индивидуально установленном станке каждый кряж приходится пропускать через него несколько раз.








