 2015-06-26
2015-06-26 1845
18458.1. Для устранения сваркой выявленных
дефектов и трещин гребной винт, как правило,
должен быть снят с гребного вала. Должны быть
обеспечены оптимальные условия для проведения
сварочных работ так, чтобы участок, на котором
производится сварка, был бы в нижнем положе
нии или наклонном, на подъем, положении (с
углом наклона не более 60°).
8.2. Временные ремонтные работы (см.
разд. 13) или мелкий ремонт, в том числе кромок
и прилегающих к ним участков толщиной до 30 мм
Приложение 11
в зонах В и С, могут производиться при нахождении гребного винта на валу судна.
8.3. Размеры допускаемых к устранению
дефектов и повреждений определяются разме
рами разделки под заварку.
8.4. К устранению дефектов заваркой на гребных
винтах из стали марок 08Х14НДЛ и 08Х15Н4ДМЛ
и аналогичных им допускаются повреждения и
дефекты, размеры которых после разделки не пре
вышают значений, приведенных в табл. 8.4.
Таблица 8.4 Размеры дефектов, допускаемых к устранению заваркой
| Зона | Общая площадь дефектов, включая наплавку, % | Глубина завариваемого дефекта в процентах от толщины сечения в данном месте |
| А В С | 15 15 15 | 30 35 Не ограничивается |
| Примечания. 1. Глубина завариваемых трещин, идущих по ширине лопасти и расположенных в зоне В на кромках, прилегающих к зоне А, не должна превышать 50% максимальной толщины лопасти в первом сечении. 2. Для зоны А необходимо соблюдение условий п.3.1. 3. При ремонте лопастей сборных гребных винтов диаметром свыше 4,5 м допускается устранять заваркой дефекты с размерами, превышающими на 20% значения, приведенные в настоящей таблице; при этом глубина дефектов в районах зоны А на расстоянии 0,1 5СГ хордовой длины сечения от обеих кромок (см. рис. 3.3) не ограничивается. |
8.5. Для гребных винтов, лопастей и ступиц из
стали марок 25Л и 08ГДНФЛ площадь и глубина
завариваемых дефектов, включая наплавку, не
ограничиваются.
8.6. При одновременном расположении де
фектов в зонах А и В, А и С или только в зоне А
гребного винта, а также при заварке концов
лопастей для стали марок 08Х14НДЛ и
08Х15Н4ДМЛ сварка должна производиться
электродами, аналогичными основному металлу,
с последующим отпуском гребного винта.
8.7. Дефекты, расположенные только в зонах
В и С гребного винта из стали марок 08Х14НДЛ
и 08Х15Н4ДМЛ в количестве не более трех штук
на каждую зону, с глубиной дефектов до 10 мм,
общей площадью не более 20% площади зоны, а
также дефекты, расположенные в зоне А, размеры
которых после вырубки не превышают 5% зоны
А, а глубина не более 8 мм, могут завариваться
аустенитными электродами марки ЭА400/10У без
последующей термической обработки.
8.8. Если в процессе ремонта гребные винты
из стали марок 08Х14НДЛ и 08Х15Н4ДМЛ,
ранее заваренные аустенитными электродами
марки ЭА400/10У, подвергаются отпуску, то
после отпуска необходимо удалить слой наплав-
ленного аустенитными электродами металла на глубину не менее 4 мм и произвести повторную заварку этих мест аустенитными электродами марки ЭА400/10У без последующей термической обработки.
8.9. Дефекты, подлежащие заварке, разделы
ваются до «здорового» металла так, чтобы во
всех местах был обеспечен провар. Кромки
подготовленных под сварку мест должны быть
пологими, а поверхность подготовленного под
заварку углубления не должна иметь острых
углов и заусениц. Поверхность, прилегающая к
месту разделки под сварку, на расстоянии
10 —15 мм должна быть зачищена до метал
лического блеска.
8.10. Допускается заварка аустенитными элек
тродами типа ЭА400/10У без последующей тер
мической обработки единичных разрозненных
дефектов, размеры которых после разделки не
превышают следующих величин:
на винтах высшего класса в зоне А с разрешения инспектора Регистра в каждом случае глубиной до 10% толщины лопасти в данном месте по максимальному размеру, но не более 15 мм при общей площади разделки не более 5% площади зоны; в зонах В и С — глубиной до 15 % толщины лопасти в данном месте по максимальному размеру, но не более 20 мм при общей площади разделки не более 15 % площади зоны;
для винтов среднего и обычного класса в зоне А с разрешения инспектора Регистра в каждом случае глубиной до 12% толщины лопасти в данном месте по максимальному размеру, но не более 25 мм при общей площади разделки не более 5% площади зоны; в зонах В и С — глубиной до 20% толщины лопасти в данном месте по максимальному размеру, но не более 30 мм при общей площади разделки не более 15% площади зоны.
Заварка сквозных трещин и вырывов на кромках допускается для винтов всех классов.
8.11. При загрязнении подготовленного под
заварку участка жировыми веществами послед
ний должен быть очищен в соответствии с
требованием РД 5.9137-83. На отливках из стали
марок 25Л и 08ГДНФЛ разрешается удалять
жировые вещества путем выжигания пламенем
горелки с последующей зачисткой подготавли
ваемой поверхности по РД 5.9137-83.
8.12. Для винтов из стали марок 08Х14НДЛ и
08Х15Н4ДМЛ разделку под заварку следует
выполнять:
механическим способом (вырубкой, сверлением, фрезерованием);
воздушно-дуговой строжкой угольным или стальным электродом с последующей обязательной зачисткой борфрезой или, согласно РД
Приложения к Руководству по техническому надзору за судами в эксплуатации
5.9137-83, пневматическим зубилом, наждачным кругом до металлического блеска.
8.13. Разделку под заварку для гребных
винтов и ступиц из стали марок 25Л и 08ГДНФЛ
рекомендуется выполнять одним из следующих
способов:
воздушно-дуговой, газовой строжкой или электровыплавкой с последующей зачисткой абразивным кругом до металлического блеска;
электродуговой резкой проникающей дугой (при резке сквозных дефектов) с последующей зачисткой абразивным кругом до металлического блеска;
механическим способом (вырубкой, сверлением, фрезерованием).
8.14. Полнота удаления дефектов в виде
трещин, плен и неслитин проверяется методом
магнитопорошковой дефектоскопии по ОСТ
5.9785-79 и методом капиллярной дефектоскопии
(класс чувствительности III) по РД 5Р.9537-80 и
ОСТ 5.9785-79.
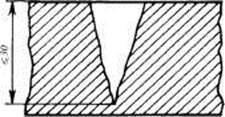
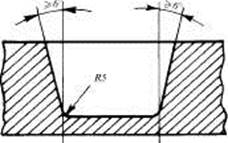
8.15. Углы разделки несквозных трещин и
глубоких раковин должны быть:
при глубине дефекта до 30 мм — не менее 60° с минимальным радиусом закругления вершины разделки R = 5 мм (см. рис. 8.15-1);
при глубине дефекта свыше 30 мм — не менее 30° с минимальным радиусом закругления вершины разделки i? = 8 мм (см. рис. 8.15-2).
8.16. Форма и углы разделки сквозных
трещин и раковин в зонах В и С, а также кромок
лопастей и привариваемых к ним наделок
должны соответствовать рис. 8.16-1 и 8.16-2:
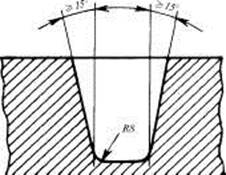
при глубине до 30 мм — двусторонняя, симметричная, Х-образная с углом раскрытия не менее 50° (см. рис. 8.16-1);
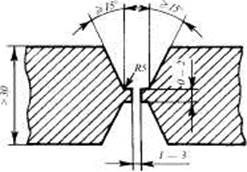
при глубине свыше 30 мм — двусторонняя, Х-образная с криволинейными скосами и углом раскрытия не менее 30° (см. рис. 8.16-2).
Угол разделки широких раковин должен быть не менее 12° (см. рис. 8.16-3).
8.17. Допускается приварка концов лопастей
взамен отломанных в районе свыше 0,5 радиуса
винта, при этом площадь наделки не должна
превышать 20% площади одной стороны лопасти
(в зоне С для сталей марок 25Л и 08ГДНФЛ
площадь наделки — без ограничения).
 |
| ш |
Рис. 8.15-1 Разделка несквозных трещин при глубине дефекта до 30 мм
 |
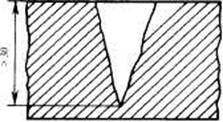 |
 Рис. 8.15-2 Разделка несквозных трещин при глубине дефекта свыше 30 мм
Рис. 8.15-2 Разделка несквозных трещин при глубине дефекта свыше 30 мм
Приложение 11
 |
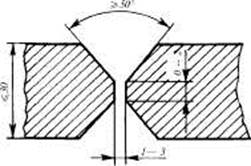 |
Рис. 8.16-1
Форма и углы разделки трещин при глубине дефекта до 30 мм
Рис. 8.16-2
Форма и углы разделки сквозных трещин при глубине дефекта свыше 30 мм
 |
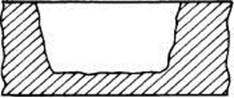 |
Рис. 8.16-3 Углы разделки широких раковин
8.18. Наделки для ремонта лопастей гребных
винтов изготавливаются из стали соответст
вующей марки, сварка должна производиться
электродами, аналогичными основному металлу
с последующим отпуском. Допускается изготов
ление наделок из стали марок 08Х18Н10Т и
12Х18Н10Т, при этом сварка должна производи
ться аустенитными электродами марки ЭА400/10У
без последующей термической обработки.
8.19. Приварка наделок к лопастям гребных
винтов производится по технологии, разработан
ной заводом применительно к каждому конкрет
ному случаю и согласованной с Регистром.
8.20. При согласовании с Регистром техноло
гии приварки наделок, в целях уменьшения
деформации, необходимо учитывать следующее:
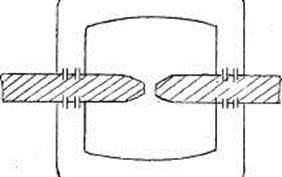
для устранения угловых деформаций с обеих сторон лопасти через каждые 200 мм длины шва необходимо устанавливать и приваривать гребенки из малоуглеродистой стали, применяя при этом электроды марки ЭА400/10У (см. рис. 8.20-1);
для уменьшения поводки в процессе сварки приварку наделок рекомендуется производить обратноступенчатым способом — от середины лопасти к краям с симметричным относительно центра сечения заполнением разделки во времени (см. рис. 8.20-2).
8.21. Заварка гребных винтов из стали марок
08Х14НДЛ и 08Х15Н4ДМЛ производится ручной
дуговой сваркой, а винтов и ступиц из стали
марок 25Л и 08ГДНФЛ — ручной или полуавто
матической сваркой согласно требованиям ОСТ
5Р.9083-92 и РД 5.9137-83.
Примечание. Допускается заварка дефектов на винтах из стали марки 08Х14НДЛ полуавтоматическим способом.
8.22. Заварка дефектов на гребных винтах и
ступицах из стали марок 25Л, 08ГДНФЛ,
08Х14НДЛ и 08Х15Н4ДМЛ может выполняться
на любом сварочном оборудовании для дуговой
сварки постоянным током обратной полярности.
Приложения к Руководству по техническому надзору за судами в эксплуатации
 |
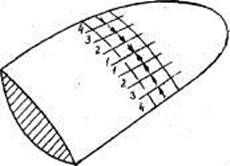 |
 Рис. 8.20-1 Гребенки для устранения угловых деформаций
Рис. 8.20-1 Гребенки для устранения угловых деформаций
Рис. 8.20-2 Приварка наделок
8.23. Заварку дефектов следует производить в
нижнем или наклонном, на подъем, положении (с
углом наклона не более 60°).
8.24. Заварка сквозных дефектов должна произ
водиться с подваркой корня шва. Допускается
производить заварку на медных подкладках.
8.25. Заварка дефектов на всех стальных
гребных винтах и особенно из марок 08Х14НДЛ
и 08Х15Н4ДМЛ должна производиться с обяза
тельным предварительным подогревом перед
сваркой и сопутствующим подогревом во время
сварки до температуры 100 — 150° С в случае,
если заварка ведется электродами, аналогичными
основному металлу. Температура подогрева под
сварку контролируется с помощью контактных
термоэлектрических термометров или другим
способом, обеспечивающим контроль темпера
туры нагрева с погрешностью +20° С. Исключе
ние составляет заварка дефектов аустенитными
электродами, при которой предварительный по
догрев не требуется.
8.26. Температура предварительного подогре
ва перед сваркой и перед наложением следующе
го слоя, рекомендуемая для сталей марок 27Л,
08Х14НДЛ и 08Х15НДМЛ — 100 — 150°С.
8.27. Предварительный подогрев должен
производиться тщательно, исключая местный
перегрев. Рекомендуется контактный электрона
грев одновременно с нагревом слабым пламенем
газовых горелок.
8.28. Инспектор должен обратить внимание
на технологию нагрева, учитывая, что тепло
должно проникать через всю толщину участка.
При достижении необходимого интервала температур температура должна поддерживаться в пределах этого интервала до окончания сварки.
8.29. При заварке дефектов и наплавке повер
хностей каждый последующий валик должен
перекрывать предыдущий на 1/3 ширины.
8.30. Перед наплавкой каждого последующего
валика предыдущий должен быть тщательно
зачищен от шлака и брызг. Зачистка произво
дится ручным или пневматическим зубилом и
металлической щеткой.
8.31. В случае заварки дефектов, соизмеримых
с линейными размерами лопасти, с целью умен
ьшения остаточных напряжений следует в первую
очередь выполнять наплавку кромки, а затем
завершающими проходами объединить наплав
ленный на кромки металл.
8.32. Заварка дефектов глубиной свыше 50 мм
и площадью одного дефекта более 2% площади
соответствующей зоны производится с промежу
точным отпуском в процессе сварки после на
плавки каждых 30 — 50 мм толщины.
8.33. При заварке сквозных дефектов в местах,
где толщина превышает 100 мм, следует заварить
дефектный участок с одной стороны на глубину
30 мм, с обратной стороны подрубить корень шва
до «здорового» металла и заплавить дефектный
участок со стороны корня шва на глубину 30 мм и
произвести промежуточный отпуск.
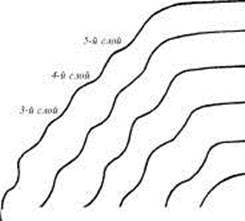
8.34. Глубокие дефекты большой протяжен
ностью (глубиной более 20 мм и длиной свыше
300 мм) рекомендуется заваривать способом
«горки», при котором весь участок, подлежащий
заварке, разбивается на отдельные мелкие участ
ки протяженностью 100 — 150 мм, и сварка
выполняется в следующем порядке: первоначаль
но заваривается первый слой на первом участке,
затем заваривается первый слой на втором
участке и т.д. (см. рис. 8.34).
Приложение 11
 |
| 2-й слой 1-й слой |
| 6-й уч./ 5-й уч. / 4-й уч. I 3-й уч. (2-й уч. [ 1-й уч. |
6-й слой
ционного нагрева, работающих на токах промышленной или высокой частоты, с применением гибких индукторов, в соответствии с инструкцией, разработанной заводом-изготовителем применительно к имеющейся установке.
9.5. Заварку дефектов при ремонте гребных винтов и ступиц из стали марок 25Л и 08ГДНФЛ допускается производить без последующей термической обработки, за исключением случаев большой наплавки, соизмеримой с линейными размерами лопасти или ступицы, создающей значительные сварочные напряжения, способные вызвать деформацию винта. В этом случае после заварки необходимо провести отпуск при температуре 630 — 650 °С для снятия остаточных напряжений, вызванных сваркой (см. табл. 9.1).
Рис. 8.34 Валики наплавки








