 2015-06-26
2015-06-26 1621
1621Если количество или характер дефектов, обнаруженных на поверхности, дают основание полагать, что под поверхностью располагаются скрытые дефекты, то для их обнаружения может использоваться рентгеноскопия. Рентгеновские лучи 300 кв проникают через сталь толщиной до 70 мм, а гамма-лучи СО60 — через толщину до 200 мм.
В случае приварки наделки должен быть проведен контроль сварного шва рентгеноскопией.
10.5. Ультразвуковая дефектоскопия
Внутренние дефекты могут быть обнаружены
методом ультразвуковой дефектоскопии. Однако до ее использования необходимо убедиться, что данная сталь способна пропускать ультразвуковые волны. Ультразвуковой контроль может применяться для оценки размеров дефектов, обнаруженных другими способами.
10.6. Контроль травлением
Для обнаружения дефектов сварных швов, которые не подвергались термообработке, при выполнении ремонтных работ может использоваться метод травления.
Поверхность, подлежащая осмотру, должна быть отшлифована до чистого металла, не должна содержать масла консистентной смазки и т.п.
Для мартенситных нержавеющих сталей наиболее благоприятным составом для травления является следующий:
12,5 мл соляной кислоты,
2,5 г пикриновой кислоты,
250 мл спирта.
Для ферритных аустенитных нержавеющих сталей таким составом может быть следующий:
3 части глицерина,
2 части соляной кислоты,
1 часть азотной кислоты.
10.7. Необработанный ремонтный сварной
шов и окружающая его зона термического влия
ния должны быть подвергнуты более сильному
травлению. При этом они приобретают более
темный цвет по сравнению с основным металлом.
10.8. Регистрация обнаруженных дефектов
Инспектор должен потребовать регистрацию на чертеже всех выявленных дефектов с описанием использованного метода неразрушающего контроля.
10.9. При назначении метода или оценки
результатов, полученных неразрушающими ме
тодами контроля, помимо настоящей Инструк
ции и требований ОСТ 5Р.9919-83 должны учиты
ваться регламентации технических условий на
данный материал.
10.10. Чистота обработки поверхностей греб
ного винта после ремонта должна соответство
вать требованиям чертежа.
11. КРИТЕРИИ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ
ГРЕБНЫХ ВИНТОВ ПРИМЕНИТЕЛЬНО К
УСТРАНИМЫМ ДЕФЕКТАМ
11.1. Дефектоскопия (цветная или люминес
центная) осуществляется по нормативу, одобрен
ному Регистром.
11.2. В качестве критериев приемки служат
индикаторные следы, обнаруженные с помощью
проникающей жидкости.
11.3. Контроль с помощью проникающей
жидкости позволяет при надлежащей обработке
поверхности обнаружить все виды дефектов, т.е.
трещины, пористости, морщины, несплошности и
т.п., выходящие на поверхность немагнитных и
магнитных материалов.
11.4. Оценка результатов контроля с помо
щью проникающей жидкости производится по
индикаторному следу.
Индикаторный след — присутствие заметного просачивания красящего вещества из несплошностей в материале, проявляющееся не ранее, чем через 10 мин после применения капиллярного дефектоскопического материала.
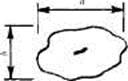
Индикаторные следы подразделяются на три типа (см. рис. 11.4 и табл. 11.4):
круглые: круглый (эллиптический) след, в котором длина равна ширине или больше ширины до трех раз;
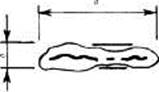
линейные: индикаторный след, где длина более, чем в 3 раза превышает ширину;
рядные: расположенная на одной линии группа индикаторных следов, состоящая из двух или более удлиненных индикаторных следов или четырех и более круглых индикаторных следов. Расстояние между индикаторными следами в этих случаях не должно быть более 2 мм.
Индикаторные следы, в отношении которых существуют сомнения, должны быть перепроверены.
Приложение 11
 |
 |

 1. a/b<3 2. a/b>3
1. a/b<3 2. a/b>3
Рис. 11.4 Тип индикаторного следа: 1 — круглый; 2 — линейный; 3 — рядный
Допустимое количество и размеры индикаторных следов на контрольной площади 100 см2 в зависимости от технологических зон
Таблица 11.4
| Технологические | Максимальное общее | Тип индикаторного | Максимальное количество |
| зоны | количество индикаторных | следа | каждого типа следа2 |
| следов1 | |||
| А | круглый | ||
| линейный | — | ||
| рядный | |||
| В | круглый | ||
| линейный | — | ||
| рядный | |||
| С | круглый | ||
| линейный | б3 | ||
| рядный | б3 | ||
| S | круглый | ||
| линейный | — | ||
| рядный | — |
Максимально допустимый
диаметр или длина индикаторных следов, мм
 1 Единичные круглые индикаторные следы размером менее 2 мм не должны учитываться, за исключением зоны S.
1 Единичные круглые индикаторные следы размером менее 2 мм не должны учитываться, за исключением зоны S.
2 Общее количество круглых индикаторных следов может быть увеличено до максимального общего количества при
отсутствии удлиненных или рядных индикаторных следов.
Из 20 индикаторных следов, допускаемых на контрольной площади, 6 могут быть удлиненными или рядными.
 11.5. Критерии норм приемки
11.5. Критерии норм приемки
11.5.1. Индикаторные следы должны оцениваться на контрольной площади 100 см2. Эта площадь может быть квадратной или прямоугольной с большей стороной, максимум, 250 мм.
не менее 20 мм от линии сплавления. Поверхностное упрочнение необходимо осуществлять по инструкции И90.2224-83.








