 2015-06-26
2015-06-26 771
771Резьба может изготовляться следующими способами:
1. Нарезкой вручную метчиками (плашками). Способ малопроизводительный и применяется только в индивидуальном производстве
или при ремонтных работах.
2. Нарезкой резцом на токарно-винторезных или специальных болтонарезных станках.
3. Методом фрезерования на специальных резьбофрезерных станках. Применяется для нарезки винтов больших диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьба на валах и т. д.).
4. Методом накатки на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешевым методом изготовляется большинство резьб стандартных крепежных деталей (болты, винты и т. д.).
5.Методом отливки. Этим методом изготовляются резьбы на литых деталях из чугуна, стекла, пластмассы, металлокерамики и др.
6. Методом выдавливания. С помощью этого метода изготовляется резьба на тонкостенных давленых и штампованных изделиях из жести, пластмассы и т. д.
2.2. Основные типы и параметры резьб
Резьба может выполняться на цилиндрической (цилиндрическая резьба) и конической (коническая резьба) поверхностях.
Основой любой резьбы является винтовая линия. В зависимости от ее направления различают резьбу правую и левую. У правой резьбы винтовая линия идет слева направо и вверх (рис. 1.3), у левой — справа налево и вверх. Основное распространение имеет правая резьба. Винтовую линию получают огибанием цилиндра плоскостью с наклонной линией под углом \|/. Если на расстоянии пг от начала первой линии нанести еще одну наклонную линию, то при огибании цилиндра этой плоскостью получают двухзаходную резьбу.
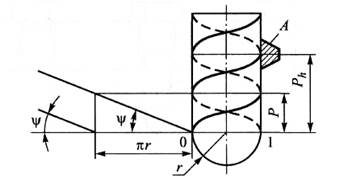
Рис. 1.3. Образование резьбы
| а |
б
 |
в
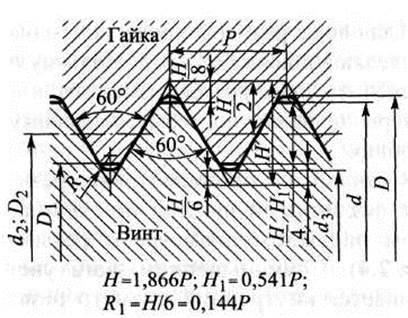
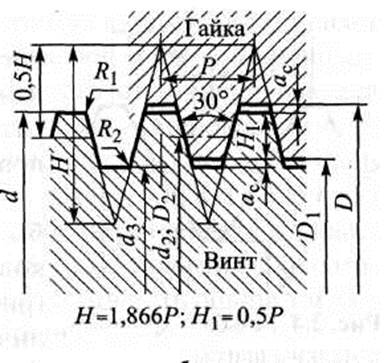
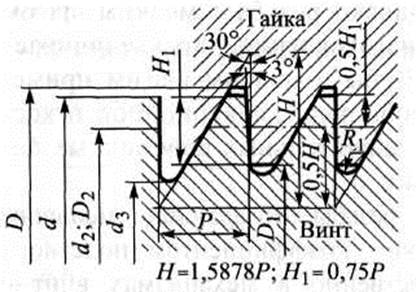
Рис. 1.4. Виды резьб:
а — треугольная метрическая; б — трапецеидальная; в — упорная
| Угол подъема винтовой линии определяют по формуле |
Профиль резьбы образуют с помощью фигуры А, перемещаемой по
винтовой линии. В зависимости от формы сечения резьбы различают: треугольную метрическую (рис. 1.4, а), трапецеидальную (рис. 1.4, б), упорную (рис. 1.4, в) и другие виды резьб.
В качестве крепежной резьбы в основном применяется метрическая резьба. Профиль этой резьбы треугольный с высотой Н. Вершины резьбы по наружному диаметру d винта и внутреннему диаметру D1 гайки срезаны соответственно на 1/8Н и 1/4Н. В результате получают рабочую высоту профиля Н1. Стандартом регламентирован радиус скругления резьбы на внутреннем диаметре винта R1 = Н/6, который существенно влияет на усталостную прочность резьбового соединения.
Основные размеры профиля резьбы определяют в долях от шага. Поэтому с изменением шага резьбы изменяются и размеры профиля по геометрическому подобию.
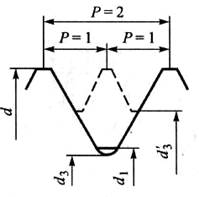 |
Рис. 1.5. Резьбы с крупным и мелким шагом
Стандартом предусмотрены резьбы с различными шагами при одинаковом наружном диаметре d резьбы (рис. 1.5). С уменьшением шага увеличивается внутренний диаметр резьбы d3, что заметно повышает прочность стержня винта (болта). Однако резьба с мелким шагом требует повышенной точности изготовления, что увеличивает стоимость резьбовой детали. Резьбы с мелким шагом применяют преимущественно в автомобильной, авиационной и космической технике при действии значительных переменных нагрузок, а также в приборостроении.
Основные типы резьб, их классификация и обоснование выбора профиля резьбы
Резьбы разделяются по назначению и по форме профиля 1. Крепежные резьбы:
 а) метрическая (см. рис. 1.4 а), являющаяся основной крепежной резьбой;
а) метрическая (см. рис. 1.4 а), являющаяся основной крепежной резьбой;
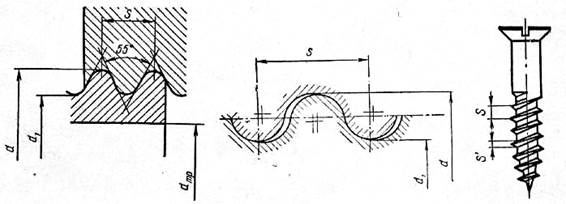
Рис.1.6. Трубная резьба Рис.1.7. Круглая резьба Рис. 1.8. Резьба (уплотняющая) винтов для дерева
б) трубная (рис. 1.6);
в) круглая (рис. 1.7);
г) резьба винтов для дерева (рис. 1.8).
2. Резьбы для винтовых механизмов (ходовые резьбы):
а) прямоугольная (рис. 1.9);
б) трапецеидальная симметричная (рис. 1.4 б);
в) трапецеидальная несимметричная или упорная (рис. 1.4. в).
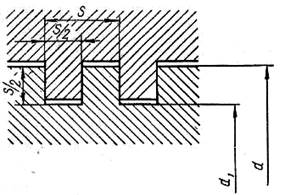
Рис.1.9. Прямоугольная резьба
Приведенная классификация не является строгой, так как в практике встречаются случаи применения мелкой метрической резьбы в точных измерительных винтовых механизмах, и, наоборот, трапецеидальных резьб — как крепежных.
Выбор профиля резьбы в зависимости от ее назначения определяется многими факторами. Важнейшими из них являются прочность, технологичность и величина трения в резьбе (величина потерь). Так, например, крепежная резьба должна обладать высокой прочностью и большим моментом трения, предохраняющим крепежные детали от самоотвинчивания.
Резьбы винтовых механизмов должны обеспечивать высокие значения к. п. д. и износостойкости, т. е. иметь малые потери на трение. Прочность во многих случаях не является здесь основным фактором, определяющим размеры винтовой пары.
Трапецеидальные и упорные резьбы, обладающие меньшим моментом трения и более высоким коэффициентом полезного действия, применяют преимущественно в механизмах винт— гайка.








