 2015-07-04
2015-07-04 5184
5184В качестве начала координат системы координат станка принимается нулевая точка станка (ноль станка). Обозначается пиктограммой  и буквой М. Относительно нее перемещения всех узлов станка описываются только положительными координатами. Положение этой точки на станке устанавливается производителем и не подлежит изменению.
и буквой М. Относительно нее перемещения всех узлов станка описываются только положительными координатами. Положение этой точки на станке устанавливается производителем и не подлежит изменению.
Относительно этой точки задаются абсолютные размеры перемещений рабочих органов станка. Нулевая точка может быть задана жёстко (фиксированный ноль) или программироваться при настройке станка (плавающий ноль).
Плавающий ноль – свойство устройства числового программного управления помещать начало отсчёта СКС в любое положение относительно фиксированной нулевой точки станка.
Как правило, у токарных станков точка М располагается на оси вращения шпинделя на его базовом торце; у вертикально-фрезерных станков – на левом углу рабочего стола с лицевой стороны станка.
После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или "обнулить" их машинную позицию или другими словами нужно синхронизировать СЧПУ и станок. Это связано с тем, что в момент включения станка, СЧПУ еще не знает реального положения исполнительных органов и если не выполнить возврата в нуль, то станок просто "откажется" работать. Когда исполнительный орган приходит в нулевую точку станка, то происходит замыкание контактов специального датчика или конечного выключателя. СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной и для ее осуществления любой станок имеет специальным режим и соответствующие клавиши на панели УЧПУ.
 |
а) б)
Рисунок 4 - Система координат вертикально-фрезерного станка (а) и горизонтально-фрезерного станка (б)
Рисунок 5 -
 |
Система координат токарного станка с горизонтальным (а) и вертикальным (б) расположением шпинделя
Рисунок 6 -
 |
СКС станков различных групп:
а - сверлильного 2Н185Ф2; б – многооперационного ИР500
У станков различных типов и моделей системы координат располагают по-разному. Положения осей координат станков различных типов приведены на рис.4-7. На рис. 6,а показана СКС сверлильного, станка с револьверной головкой, типа 2Н185. Деталь устанавливается на столе 1, при этом вертикальная подача осуществляется перемещением револьверной головки 2. При движении в положительном направлении инструмент должен удаляться от заготовки, следовательно, ось Z будет направлена вверх.
На рис.6,б показана СКС многооперационного станка типа ИР500, где 1 стол станка, 2 колонна. Для этого станка движение подачи параллельно оси шпинделя 4 осуществляется перемещением колонны 2 со шпиндельной бабкой 3, чем обусловлено направление оси Z
 |
а) б)
Рисунок 7 - СКС станков различных групп:
а - расточного станка; б - карусельного
На рис.7,а приведена СКС расточного станка типа 2636ГФ2. Для этого станка движение подачи в горизонтальной плоскости осуществляется перемещением стола 1 параллельно оси шпинделя - ось Z и перпендикулярно ей - ось X. Движение шпиндельной бабки 2 по направляющим колонны, выполняется по оси Y.
На рис.7,б показана СКС карусельного станка типа 1А525МФ3. Для этого станка характерно движение подачи в плоскости XZ. Ось стола станка 1 несущего заготовку - ось Z. Движение подачи по оси Z - перемещение траверсы 3 по направляющим колонны с суппортом 2, а по оси X - движение суппорта по направляющим траверсы.
Рисунок 8 - 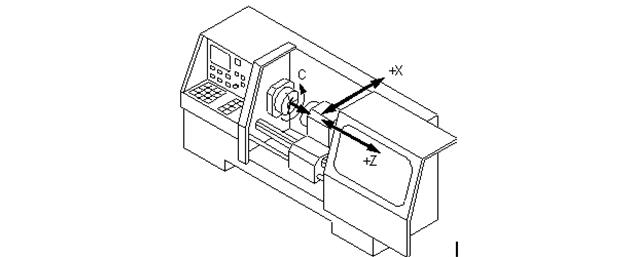
Система координат лоботокарного станка








