 2015-07-21
2015-07-21 685
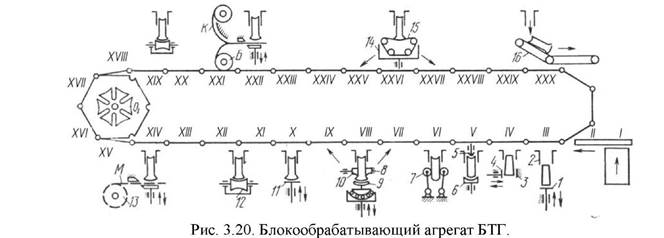
685Блокообрабатывающий агрегат БТГ предназначен для обработки корешков книжных блоков, сшитых нитками. На нем выполняются операции кругления, каширования и оклейки корешков книжных блоков марлей, капталами и бумагой.
Агрегат является многопозиционным. Замкнутая цепь зажимов главного транспортера проводит блок через все технологические секции машины. За один кинематический цикл агрегат обрабатывает один блок.
Транспортер состоит из 31 звена. Каждый книжный блок в общей сложности проходит 28 позиций.
|
Пачка книжных блоков укладывается корешками вниз на периодически перемещающийся транспортер самонаклада (поз. I, рис. 3.20). По загрузочному каналу (поз. II) за два кинематических цикла блок выводится па установочный столик 1 в поз. III. Установочный столик 1 поднимает блок и подает его в раскрытые зажимы 2 главного транспортера; в следующем кинематическом цикле транспортер переносит блок в поз. IV, где корешковая часть блока обжимается между неподвижной 3 и подвижной 4 колодками тисков. Затем блок поступает в поз. V, происходит предварительное кругление корешка блока и установка его по высоте. Окончательное кругление происходит в поз. VI, где принудительно вращающиеся валики 7 сжимают блок и прокатывают его.
Каширование корешка происходит в первой кашировальной секции (поз. VII). Предкорешковая часть блока зажимается в тисках кашировалыюго устройства колодками 8 и 10, а выступающий из них корешок обрабатывается качающейся кашировальной колодкой 9.
В отечественных блокообрабатывающих агрегатах установлены по две одинаковые кашировальные секции, расположенные одна за другой, для того чтобы, не снижая скорости работы агрегатов, увеличить время взаимодействия корешка обрабатываемого блока с кашировальной колодкой.
Затем блок поступает во вторую кашировальную секцию (поз. IX), действующую точно так же, как первая, где завершается кэширование блока.
Чтобы блок был устойчивым при проклейке корешка, оклейке его марлей, приклейке капталов и бумаги, он должен быть поднят в зажимах звена главного транспортера. Для этого в поз. X звено транспортера освобождает блок, а установочный столик 11 поднимает его в зажимах транспортера. Во время подъема блок передним обрезом прижимается к пальцу, установленному в звене главного транспортера, это необходимо для точного базирования блока перед наклейкой марли и бумаги с капталами на корешок. В таком состоянии блок зажимается звеном главного транспортера на все время дальнейшей обработки в агрегате.
Во время движения блока из поз. XI в поз. XII профильный ролик 12 первого клеевого аппарата наносит на корешок блока слой клея.
Проклеенный блок поступает в марлевую секцию (поз. XIV). Здесь от ленты марли М сматываемой с бобины 13, отрезается полоска нужной ширины и наклеивается на корешок блока. Ширина полоски марли регулируется в зависимости от толщины книжного блока. При отсутствии блока в звене главного транспортера выключается подача марли от бобины. Корешок блока обдувается струей воздуха, чтобы улучшить приклеивание марли. В поз. XV-XVIII клей подсушивается.
Во втором клеевом аппарате на корешок блока поверх марли наносится клей при движении блока из поз. XIX в поз. XX.
В бумажно-каптальной секции (поз. XXII) на корешок блока наклеивается полоска бумаги Б с приклеенными к ней капталами К. В агрегате БТГ используется каптал, заранее проклеенный термопластическим клеем, поэтому конструкция бумажно-каптальной секции несколько упрощена — здесь нет клеевого аппарата. Ленты каптала проводятся над краями бумажного полотна, лежащего на нагретой плите, и; сильно прижимаются к нему специальным прижимом. Клей на каптале под действием тепла расплавляется и скрепляет каптал с бумагой. От бумажно- каптальной ленты отрезается заготовка, подается к корешку блока и приклеивается к нему.
В поз. XX Vи XXVII марля, капталы и бумага обжимным устройством прижимаются к книжному блоку во время выстоя главного транспортера. Обжим производится резиновым полотнищем 15, смоченным водой в ванне 14, совершающей возвратно-поступательное перемещение по вертикали. В поз. XXVIII-XXIX корешок подсушивается и в поз. XXX звено главного транспортера открывается, освобожденный блок выводится на приемный транспортер 16.
Агрегат имеет блокировки, которые срабатывают в случае если блок, подаваемый установочным столиком не будет захвачен зажимом главного транспортера, при выходе блока из секции предварительного и окончательного кругления в неправильном положении, при невыходе блока из зажимов главного транспортера в позиции приемки и др. На агрегате имеется также электромеханический счетчик блоков, прошедших через обжимную секцию.
Блокообрабатывающий агрегат БТГ рассчитан на работу составе поточной линии вместе с агрегатом БЗР. На агрегате БТГ продолжается обработка блоков, начатая на агрегате БЗР.
Блокообрабатывающий агрегат БКО.








