 2015-07-14
2015-07-14 5995
5995Основной и наиболее важной частью технологической подготовки сборочного производства является проектирование технологического процесса сборки.
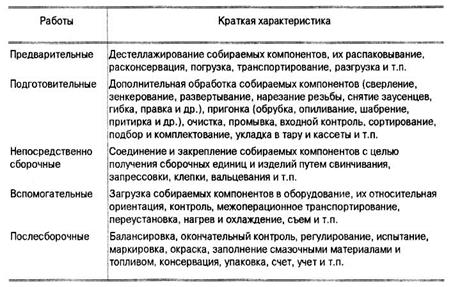
Технологическийпроцесссборки – это часть производственного процесса, непосредственно связанная с взаимной ориентировкой, последовательным соединением и фиксацией деталей и узлов для получения готового изделия, удовлетворяющего установленным техническим требованиям. Все операции в сборочном производстве делят на следующие виды:
1. Подготовительные – приведение деталей и покупных изделий в состояние требуемое условиями сборки (расконсервация, мойка, сортировка на размерные группы, укладка в тару…)
2. Пригоночные – работы, связанные с обеспечением собираемости изделия и технических требований к ним (опиливание, зачистка, притирка, полирование, шабрение, развертывание, правка…).
3. Собственно сборочные – работы по соединению двух или более деталей для получения сборочных единиц или изделий основного производства (склеивание, запрессовка, сваривание, свинчивание, клепание… - смотри классификацию соединений).
4. Регулировочные – работы для достижения требуемой точности расположения деталей и сборочных единиц в изделии и технических требований к ним.
5. Контрольные – работы по проверке соответствия параметров сборочных единиц и изделия требованиям чертежей и техническим требованиям на сборку (производятся как в ходе сборки, так и по её завершении).
6. Демонтажные – работы по частичной разборке изделия с целью подготовки его к упаковке и транспортированию к месту постоянной эксплуатации.
Структура технологического процесса во многом зависит от конструкции изделия, программы, продолжительности выпуска и условий производства. Технологический процесс сборки подразделяется на узловую и общую сборку. Все изделия расчленяют на отдельные узлы, которые различаются по уровню сборочного производства – рис. 7:
Узлы первого уровня состоят только из деталей У1, У2, У3, У4, У5, У6, У7.
Узлы второго уровня состоят из узлов первого уровня и деталей У8, У9, У10, У11.
Узлы третьего уровня состоят из узлов первого и второго уровней и деталей У12, У13.
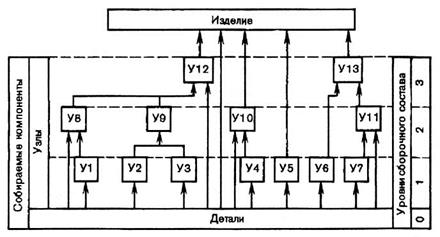
Рис. 7
Деление изделий по уровням сборочного производства позволяет судить о сложности конструкции и технологичности. С повышением уровня сборочного производства создаются условия для параллельной узловой сборки, что значительно улучшает эффективность производства.
Структура технологического процесса сборки, в общем случае, выглядит следующим образом (рис. 8):
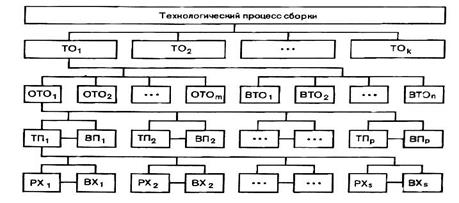
Рис. 8
ТО – технологическая операция, законченная часть технологического процесса сборки, выполняемая над одной или совокупностью сборочных единиц одним или группой рабочих на одном рабочем месте.
ОТО – основная технологическая операция, связанная с установкой и образованием соединений в узлах и изделиях.
ВТО – вспомогательная технологическая операция, операция не связана с установкой и образованием соединений, но предусмотрена производственным процессом (контроль, регулировка, пригонка, подготовка, перемещение, комплектование…).
ТП – технологический переход – это законченная часть ОТО, выполняемая над определенным участком узла или изделия, характеризуемая постоянством оборудования оснастки режимов и схем базирования.
ВП – вспомогательный переход – это законченная часть ОТО, не сопровождаемая изменением состояния изделия, но необходимая для выполнения технологического перехода.
РХ – рабочий ход законченная часть технологического перехода, состоящая из однократного перемещения инструмента или исполнительного органа оборудования и сопровождаемая изменением свойств объекта.
ВХ – вспомогательный ход – законченная часть технологического перехода, не сопровождаемая изменением состояния объекта, но необходимая для реализации рабочего хода.
Установ – это часть технологической операции, выполняемая при неизменном положении собираемого объекта.
Позиция – это фиксированное положение, занимаемое собираемым объектом сборки вместе с приспособлением относительно инструмента или неподвижной части оборудования при выполнении части операции.

