2017-11-01
2017-11-01 1740
1740О Т Ч Е Т
ДОМАШНЕЕ ЗАДАНИЕ № 1
| ДИСЦИПЛИНА: | "Оценка дефектов автомобиля, ремонт кузова и восстановление после аварии " | |
| ТЕМА: | "Сборка машин и агрегатов" | |
| Выполнил: студент гр. АТ.И-91 | Стрункин Д.В. _________________ |
| Проверил: | Царёв О.А. _________________ |
| Дата сдачи (защиты) домашнего задания: | ||
| Результаты сдачи (защиты): Количество рейтинговых баллов | ||
| Оценка | ||
Калуга, 2017 г.
Содержание
Введение. 3
1. Технологический процесс сборки. 4
2. Механизация и автоматизация сборочных работ. 6
3. Примеры сборочных работ по сборке узлов, агрегатов и машин. 6
4. Общая сборка, испытание и выпуск автомобиля из капитального ремонта. 11
5. Формы сборки. 12
6. Приработка контактных поверхностей и испытание изделия. 14
Заключение. 16
Список используемой литературы.. 17
Введение
Сборка – заключительный этап производственного процесса ремонта изделия, от которого в значительной степени зависит качество, своевременность выпуска, работоспособность и надежность изделия. Технологический процесс сборки при ремонте не отличается от сборки при изготовлении изделия. Различие же заключается в степени концентрации и дифференциации операций, уровне механизации и автоматизации процессов, организационной форме осуществления сборочного процесса.
Технологический процесс сборки включает в себя ряд последовательных операций по установке и созданию различных видов соединений составных частей изделия, в том числе операций контроля, регулировки и испытания.
Процессу сборки изделия предшествуют этап комплектования, который позволяет сгруппировать различные по качеству детали: восстановленные в авто-ремонтной организации (АРО), годные (без ремонта, с допустимыми износами) и запасные части. Параметры всех этих деталей имеют те или иные отклонения от заданных в рабочих чертежах, но они допускаются к дальнейшей сборке.
Контроль и сортировку легких и транспортабельных деталей рекомендуется организовывать в комплектовочном отделении на специализированных постах, крупногабаритных деталей и узлов – на постах контроля при их восстановлении. Для повышения производительности труда и эффективности комплектовочных работ необходимо использовать краны- штабелеры. При этом доставку сборочных комплектов к постам сборки целесообразно осуществлять с помощью подвесных грузонесущих толкающих конвейеров. В условиях крупных АРО эти операции необходимо выполнять с помощью устройств, обеспечивающих адресование грузов.
Технологический процесс сборки
Этот процесс разрабатывается поэтапно на основе единой системы технологической подготовки производства (ЕСТПП), единой системы технологической документации(ЕСТД) и других стандартов в такой последовательности:
1) проводится технологический анализ сборочных чертежей, уточнение разбивки изделия на сборочные единицы, оценка уровня технологичности и ремонтопригодности изделия и его частей, а так же разработка рекомендаций по их улучшению;
2) анализируются плановые задания и организационные формы сборочного процесса;
3) осуществляется размерный анализ основных соединений и выбор методов сборки и их сочетаний для изделия в целом;
4) уточняется технические требования(ТТ) на сборку соединений, узловую и общую сборку изделий, контроль, регулировку и испытание сборочных единиц и изделия в целом;
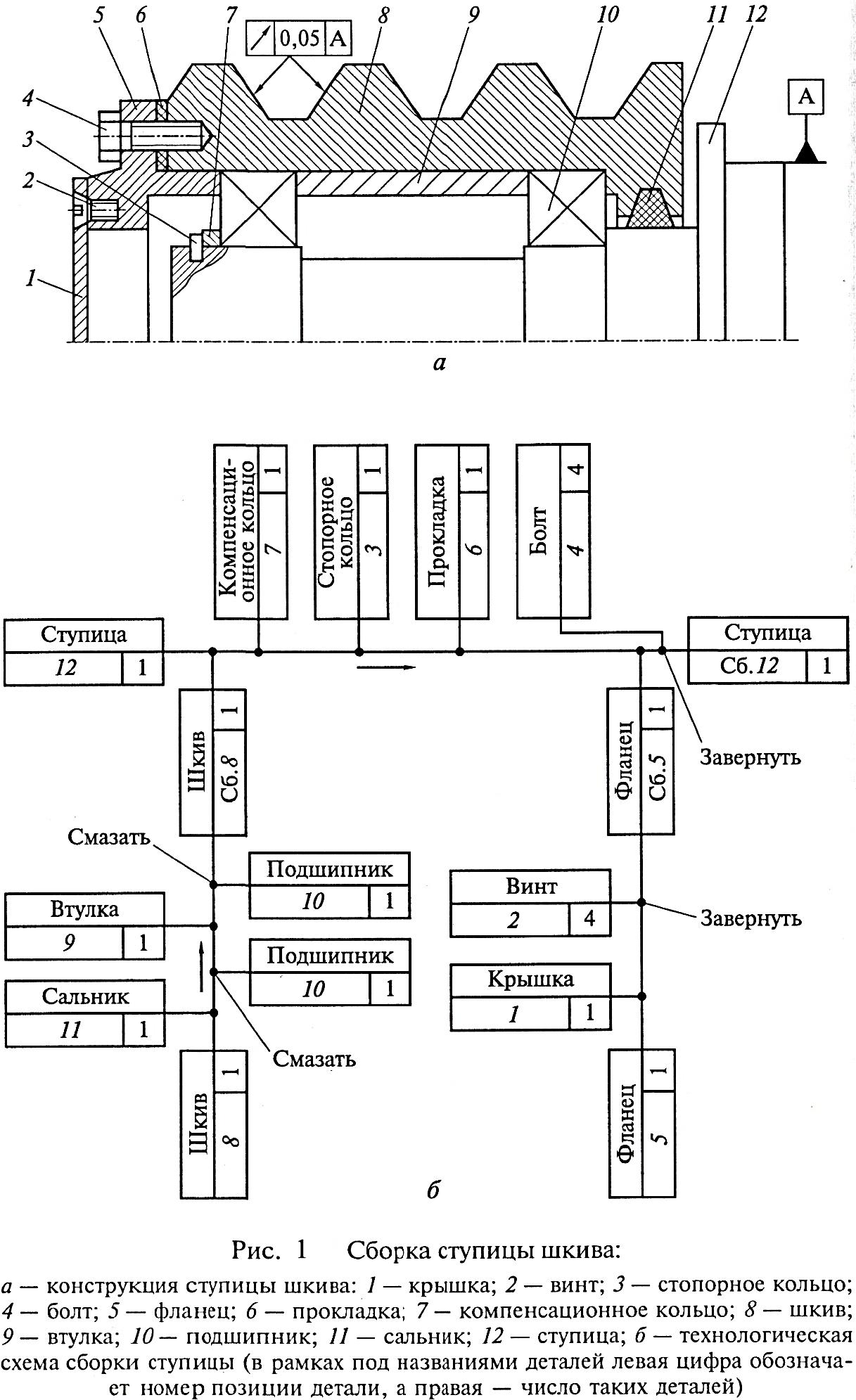
5) разрабатывается технологическая схема сборки для узла и изделия. В качестве примера подробная схема сборки ступицы шкива приведена на (рис.1);
6) оптимизируется состав, содержание и последовательность операций и переходов;
7) нормируется технологический процесс;
8) выбирается стандартное оборудование и оснастка и одновременно заказываются нестандартизированные средства технологического оснащения, включая средства контроля, испытания и транспортирования;
9) проектируется поточная линия с обеспечением синхронизации сборочных операций и разработкой планировки и организации линии (участка, цеха);
10) выявляются требования техники безопасности, производственной санитарии и охраны окружающей среды;
11) проводится технико-экономический анализ и обоснование принятого варианта технологического процесса сборки изделия;
12) оформляется технологическая документация.
Для сокращения затрат труда и времени при проектировании технологических процессов сборки целесообразно применение ЭВМ.