 2015-07-14
2015-07-14 3772
3772Существует большое многообразие видов сборки. Выбор видов сборки изделия зависит от производственных, организационных, эксплуатационных и социальных факторов.
Виды сборки, в общем случае, различают по следующим признакам:
1. По виду объекта сборки:
а) узловая (сборка составных частей), б) общая (сборка изделия в целом).
2. По стадии сборки:
а) предварительная, б) промежуточная, в) окончательная,
г) сборка под сварку, пайку, клепку, клейку.
3. По организации производства:
а) типовая сборка, б) групповая сборка, в) единичная сборка.
4. По последовательности:
а) последовательная, б) параллельная, в) последовательно-параллельная.
5. По подвижности объекта сборки:
а) стационарная, б) подвижная с непрерывным перемещением,
в) подвижная с периодическим перемещением объекта сборки.
6. По уровню механизации и автоматизации:
а) ручная (без оснастки и оборудования), б) кооперировано-ручная (ручной инструмент),
в) механизированная, г) автоматизированная, д) автоматическая, е) комбинированная.
7. По методу достижения точности замыкающего звена:
а) с полной взаимозаменяемостью, б) с неполной взаимозаменяемостью,
в) с групповой взаимозаменяемостью, г) регулированием, д) с пригонкой; е) с компенсирующими материалами.
8. По расположению оси сборки в пространстве:
а) вертикальная, (рис. 5а); б) горизонтальная, (рис. 5б); в) наклонная(рис. 5в);.
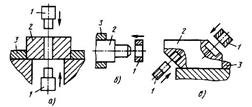
Рис. 5
9. По виду сборочных движений:
а) прямолинейное, б) вращательное, в) винтовое, г) криволинейное; д) комбинированное.
10. По количеству одновременно собираемых соединений:
а) сборка одного соединения (а); б) сборка нескольких соединений (б…ж).
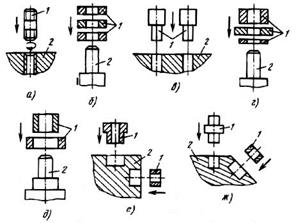
Рис. 6
11. По способу совмещения сопрягаемых поверхностей:
а) без совмещения, б) с совмещением.
12. По переналаживаемости оснащения
а) переналаживаемая, б) непереналаживаемая.
13. По тепловому воздействию:
а) без теплового воздействия,
б) с тепловым воздействием:
- нагрев охватывающей детали;
- охлаждение охватываемой детали,
- одновременный нагрев охватываемой детали и охлаждение охватываемой детали.
14. По характеру действующей силы на компонент:
а) под действием силы тяжести, б) под действием внешних сил.
15. По виду покрытий сопрягаемых поверхностей:
а) нанесение смазки, б) нанесение покрытий, в) нанесение поверхностно-активных веществ (ПАВ),
г) введение в зону сопряжения масла под давлением,
д) введение в зону сопряжения мелкодисперсных порошков…
16. По методу образования соединений:
а) слесарная сборка, б) монтаж, в) электромонтаж, г) сварка, пайка, клепка, клейка.
Данная классификация позволяет наиболее полно охарактеризовать сборочные процессы, упрощает разработку сборочных технологических процессов и выбор сборочного оснащения.

