 2015-07-14
2015-07-14 2712
2712Резьбовые соединения (рис.43) обеспечивают прочность, надёжность работы и нерметичность конструкций, удобство сборки-разборки, возможность регулирования взаимного расположения деталей и силы затяжки.
Они составляют 15-25% от общего количества соединений в конструкциях машин. Трудоемкость сборки резьбовых соединений составляет 25-40% от общей трудоёмкости сборочных работ.
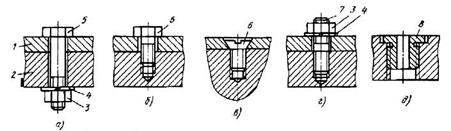
Рис. 43
Процесс сборки резьбовых соединений в общем случае состоит из следующих переходов:
1. подача деталей на позицию сборки;
2. Установка крепёжных элементов;
3.Подвод и установка инструмента;
4. Свинчивание;
А) Предварительное свинчивание (наживление);
Б) свободное свинчивание;
В) затяжка;
5. Отвод инструмента;
6. Дотяжка (при необходимости);
7. Стопорение;
8. Контроль;
9. Маркировка;
10. Перемещение собираемого объекта на следующую сборную операцию (позицию).
Из технологических работ в процессе свинчивания 12-17% времени идет на предварительное ввертывание, 18-20%; на затяжку, 5-8% на дотяжку. В случае автоматической сборки все эти 3 элемента процесса выполняются одним инструментом. При механизированной сборке наживление часто проводится вручную.
Крепёжные детали резьбовых соединений разделяют на основные (болты, винты, шпильки) и вспомогательные (гайки, контргайки, шайбы, шплинты, чеки, установочные штифты и др.).
Резьбовые соединения собирают преимущественно следующими методами:
- приложением внешнего крутящего момента;
- приложением ударно-вращательных импульсов;
- приложением осевых сил к соответствующим деталям соединений.
Выбор метода зависит от требуемой точности, качества собираемых изделий (деталей), программы выпуска, конструктивных особенностей резьбовых деталей.
В зависимости от условий работы резьбовые соединения собирают без затяжки или с предварительной затяжкой.
Минимальная сила затяжки должна удовлетворять условию плотности соединения (стыка) нераскрытия стыка:
где  - коэффициент нагрузки (0,2..0,4),
- коэффициент нагрузки (0,2..0,4),
Р – внешняя сила, действующая на соединение Н;
l д – коэффициент податливости соединяемых деталей;
l б – коэффициент податливости болта, винта, шпильки;
к – занос по плотности стыка, обеспечивающий нераскрытие стыка при увеличении внешней нагрузки в к раз: для постоянных нагрузок к=1,25..2; для переменных к=1,25..4. По условиям герметичности: для мягких прокладок к=1,25..2,5; для плоских металлических прокладок к = 2,5..3,5.
Напряжение затяжки в основных деталях резьбовых соединений:
 - площадь сечения по внутреннему диаметру.
- площадь сечения по внутреннему диаметру.
Верхний предел напряжений затяжки не должен превышать для ответственных силовых соединений sз = (0,6..0,7)sт; для силовых соединений и обычных крепежных деталей sз = (0,7..0,8)sт, где sт – предел текучести материала болта, винта, шпильки.
Момент, прикладываемый при затяжке к гайке или головке болта (винта), определяется по формуле:
 , где первое слагаемое – момент сил трения в резьбе, второе – момент сил трения по торцу гайки, головки болта и детали.
, где первое слагаемое – момент сил трения в резьбе, второе – момент сил трения по торцу гайки, головки болта и детали.
Рз – сила затяжки, Н;
d2 – средний диаметр резьбы, м;
b - угол подъема винтовой линии, о;
r' =  - угол трения в резьбе;
- угол трения в резьбе;
 - приведенный коэффициент трения в резьбе;
- приведенный коэффициент трения в резьбе;
a - угол профиля резьбы, о;
Dt – приведенный диаметр действия сил трения на опорной поверхности гайки
 ,
,
D – наружный диаметр опорной кольцевой поверхности;
d0 – внутренний диаметр опорной кольцевой поверхности гайки, мм;
mt – коэффициент трения по опорной поверхности гайки.
Для предварительной оценки момента затяжки можно пользоваться формулой:
 ,
,
где d – наружный диаметр болта.
В затянутом резьбовом соединении полная нагрузка на болт (шпильку, винт) определяется так:
Рб = Рз + ХР
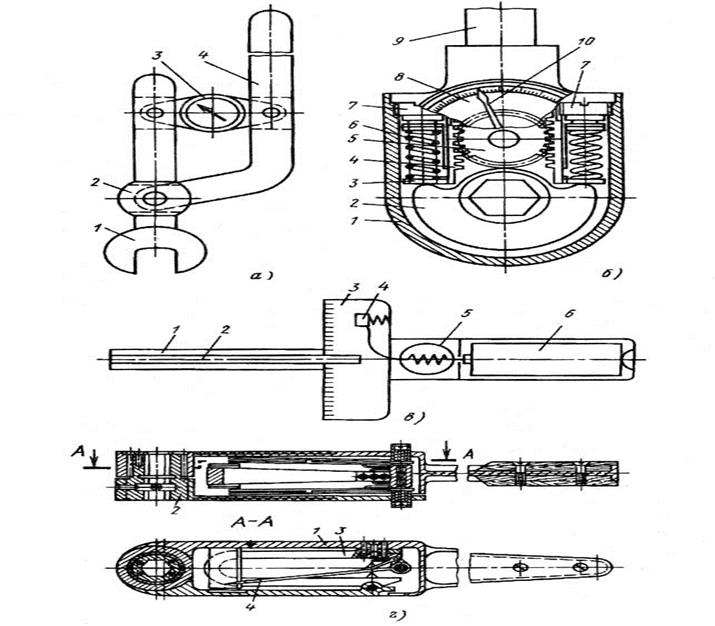
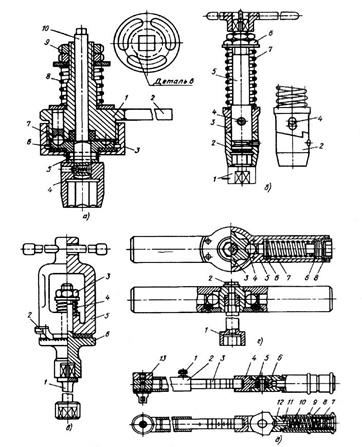
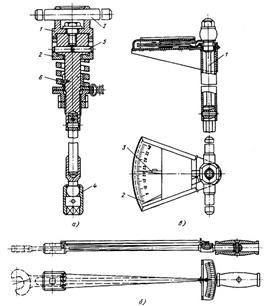
Рис. 43
Рз – сила затяжки, Р – внешняя сила; Х – коэффициент основной нагрузки. Полная нагрузка должна обеспечивать надежность резьбового соединения по показателям нераскрытия стыка, несдвигнаемости стыка, прочности болтов и их усталостной прочности.
Обеспечить необходимую силу затяжки можно: динамометрическими рукоятками (рис. 43), механизированным инструментом, поворотом на определенный угол. В последнем случае гайку вначале затягивают обычным ключом, чтобы создать плотность в стыках, затем ослабляют и вновь завертывают до соприкосновения торцев. После этого гайку с помощью специального градуированного ключа (диска) поворачивают на необходимый угол:
 ,
,
Где l – длина болта (шпильки) между опорными плоскостями, мм;
S – шаг резьбы, мм;
Рз – сила затяжки;
l д, l б – податливость болта, детали.
Последовательность затяжки групповых резьбовых соединений – от центра к периферии (рис. 44).
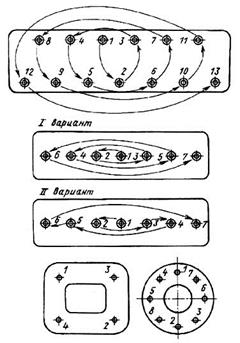
Рис. 44
Способы стопорения резьбовых соединений:
1. Формозапирающими элементами (рис. 45):
а) а) шплинтами;
б) б) проволокой;
в) в) штифтами коническими (цельными и разрезными);
г) г) штифтами цилиндрическими (прямыми и отогнутыми);
д) д) пластиной, закрепленной винтом;
е) е) планками, соединенными винтом, болтом;
ж) ж) сваркой;
з) з) пайкой;
и) и) винтом;
к) к) расклепыванием;
л) л) кернением;
м) м) стопорными шайбами;
н) н) отгибными шайбами.
о) 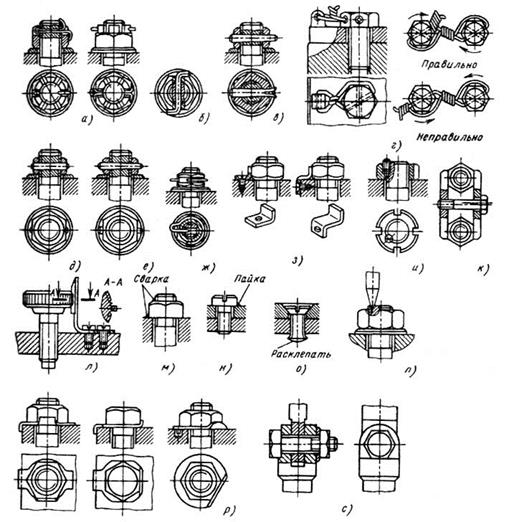
п) Рис. 45
2. С созданием дополнительного трения (рис. 46):
а) контргайкой;
б) кольцом или вставкой из полиамида;
в) верхняя часть гайки в виде эллипса;
г) пружинными шайбами;
д) зубчатые шайбы;
е) на клей.
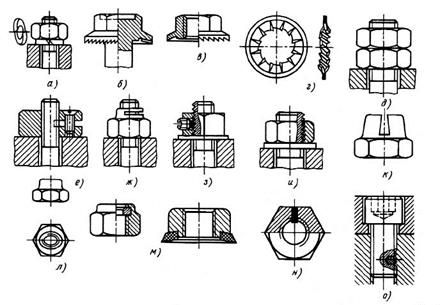
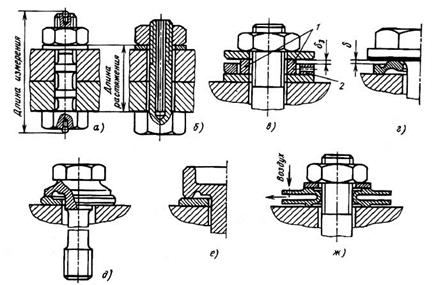
Рис.46

