 2015-07-14
2015-07-14 949
949Процесс сборки резьбового болтового соединения включает в общем случае следующие переходы:
1. подготовка соприкасающихся поверхностей скрепляемых деталей;
2. предварительное соединение деталей узла с постановкой болта;
3. установка предварительно собранного соединения в приспособление;
4. навинчивание гайки, состоящее из трех элементов (рабочих ходов):
а) наживление;
б) свободное навинчивание на длину резьбы выступающей части болта;
в) затяжка с заданным моментом;
5. снятие собранного узла или перемещение на следующую сборную позицию.
Для достижения высокого качества сборки резьбовых соединений необходимо обеспечить правильное наживление гайки на первых витках резьбы. Во избежание этого гайка при механическом наживлении должна иметь возможно больше степеней свободы. Для этого используются головки, в которых гайка удерживается подпружиненными или упругими элементами.
При сборке в труднодоступных местах применяют головки, удерживающие гайки (болты, винты) с помощью резиновых колпачков и вставок (рис. 49).
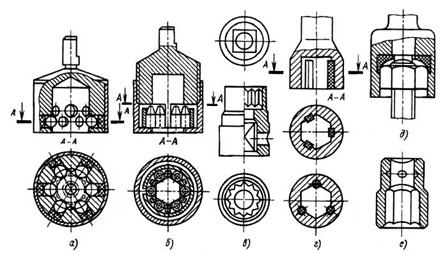
Рис. 49
При автоматизации процесса навинчивания гаек необходимо обеспечить заданную точность относительной ориентации резьбовых поверхностей и возможность относительного смещения и поворота собираемых деталей в процессе их свинчивания. Затягивать гайки следует постепенно и в определенной последовательности.
В групповых резьбовых соединениях затяжка последующих гаек вызывает ослабление уже затянутых. Поэтому в ответственных соединениях рекомендуется гайки после затяжки немного ослабить, а затем повторно затянуть.
В процессах сборки применяют мягкие гальванические покрытия (Sn, Cd, Cu, Zn,…), смазочные материалы, а также гайку делают более мягкой, чем болт. Резьбовые детали должны быть тщательно промыты и высушены.








