2015-07-14
2015-07-14 2127
2127Холодное прессование не обеспечивает механической прочности прессовок. Для повышения механических свойств и придания порошковым изделиям необходимых физико-химических свойств заготовки подвергают спеканию. Спекание производится при температуре 0,7-0,9 от абсолютной температуры плавления основного компонента в многокомпонентной порошковой смеси.
В процессе спекания за счет качественного и количественного изменения контактов, связанных с большой подвижностью атомов при повышенных температурах, увеличивается поверхность зацепления частиц, повышаются плотность и прочность изделия, достигаются необходимые физико-химические свойства.
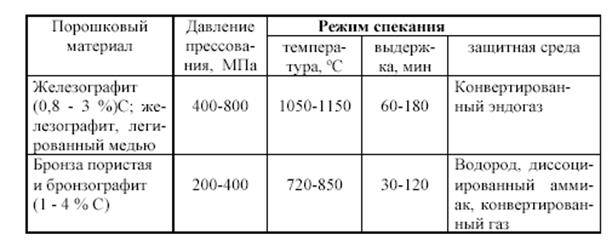
Спекание производится в вакууме или контролируемой атмосфере (восстановительной – водород, диссоциированный аммиак, конвертированный газ, нейтральной – аргон, гелий и др.) Длительность выдержки при температуре спекания в зависимости от состава шихты может быть до нескольких часов (таблица 4.2).
В результате спекания прочностные свойства σВ; σТ железографита увеличиваются от 100 МПа до 300 МПа (в зависимости от материала, режимов процесса, пористости), твердость увеличивается от 60 НВ до 100 НВ.
Плотность изделий возрастает с повышением температуры спекания и давления прессования. Для получения порошковых беспористых или малопористых изделий применяют многократное прессование и спекание или горячее прессование.
Точность размеров изделий после спекания соответствует 12-14 квалитету, шероховатость поверхности 10-5 мкм. Калибровка повышает точность до 8-11 квалитета, снижает шероховатость до 5 -2,5 мкм.
Таблица 4.2 - Ориентировочные режимы прессования и спекания порошковых антифрикционных материалов