 2015-08-21
2015-08-21 2254
2254Жидкофазным спеканием называется спекание порошкового тела при температуре, обеспечивающей появление жидкой фазы.
Спекание с участием жидкой фазы имеет широкое техническое применение при производстве порошковых материалов различных типов. При жидкофазном спекании облегчается развитие сил сцепления между отдельными частицами порошка и может сформироваться беспористая структура. Для жидкофазного спекания большое значение приобретает смачивание твердых частиц жидкой металлической фазой, мерой которого является величина краевого угла φ (Рисунок 21):
cosφ = (σт – σт-ж)/ σж, (14)
где σт, σт-ж и σж – поверхностные энергии на границах раздела соответственно твердая частица–газ, твердая частица–жидкость и жидкость–газ. При полном смачивании φ = 0°, а при φ более 90° – смачивание плохое, образовавшаяся жидкая фаза тормозит спекание, препятствуя уплотнению порошкового тела.
Рисунок 21 – Равновесие жидкой капли на твердой поверхности
Жидкие металлы хорошо смачивают чистые металлические поверхности и поверхности оксидов, боридов, карбидов и нитридов различных металлов, графита и др., с которыми они вступают в химическое взаимодействие (краевой угол смачивания обычно не превышает 30–40° и часто наблюдается полное смачивание).
Появление жидкой фазы при нагреве связано с плавлением более легкоплавкого компонента или структурной составляющей (например, эвтектики) спекаемого материала, а также с «контактным» плавлением, когда жидкая фаза возникает при температуре, более низкой, чем температура плавления указанных составляющих порошкового тела. При этом механизм спекания с участием жидкой фазы зависит от характера диаграммы состояния соответствующей системы компонентов. Чем лучше смачивание, тем большие количества жидкой фазы могут удерживаться в порошковом теле во время спекания, не вытекая и не искажая его формы.
В присутствии жидкой фазы существенно увеличивается скорость само- и гетеродиффузии атомов, что ускоряет сплавообразование, и облегчается перемещение твердых частиц относительно друг друга, способствуя заполнению пор веществом. В связи с этим при жидкофазном спекании можно обеспечить получение практически беспористых порошковых изделий. Степень уплотнения существенно больше, чем при твердофазном спекании многокомпонентных систем.
Различают спекание с жидкой фазой, исчезающей вскоре после ее появления (хотя нагрев продолжается) вследствие растворения в твердой фазе порошкового тела или образования с ее участием каких-либо более тугоплавких фаз, и спекание с жидкой фазой, присутствующей до конца изотермической выдержки при нагреве. В любом случае объем образующейся при нагреве жидкой фазы должен составлять от 3–5 до 50% (оптимально 25–35%). Если жидкой фазы будет более 50% по объему, то при спекании может измениться форма порошковой заготовки; при чрезмерно малом количестве жидкой фазы нельзя в полной мере использовать все преимущества жидкофазного спекания, так как ее объем будет недостаточным для обеспечения требуемой активности протекания соответствующих процессов, сопровождающих нагрев порошкового тела.
Принято выделять три последовательно сменяющие друг друга механизма (стадии) уплотнения при жидкофазном спекании: жидкое течение, т.е. перемещение твердых частиц под действием капиллярных сил (процесс перегруппировки частиц); растворение – осаждение, т.е. перенос через жидкость растворимого в ней вещества тугоплавкой фазы с поверхности частиц меньшего размера к поверхности более крупных частиц (процесс перекристаллизации); твердофазное спекание, т.е. срастание частиц тугоплавкой фазы с образованием жесткого каркаса («скелета»).
Рисунок 22 – Кинетическая кривая усадки при жидкофазном спекании: 1 – жидкое течение, 2 – растворение и осаждение, 3 – твердофазное спекание.
Кинетика процесса жидкофазного спекания (Рисунок 22), существенно зависит от начальной пористости, количества жидкой фазы, размера порошинок, степени смачивания твердой фазы жидкостью, взаимной растворимости фаз и др.
Процесс перегруппировки. Появившаяся жидкая фаза заполняет зазоры между твердыми частицами и вызывает их взаимное перемещение, приводящее к уплотнению порошкового тела. При этом она играет роль жидкой смазки и одновременно создает давление, обусловленное кривизной поверхности жидкость – газ, образуемой объемом расплава, заключенного между смежными частицами (порошинками).
Если появляющаяся жидкая фаза распределена в объеме порошкового тела равномерно, то возникающие капиллярные силы по влиянию на процесс перегруппировки эквивалентны действию давления всестороннего сжатия.
В общем случае на этой стадии уплотнения относительная объемная усадка порошкового тела ΔV/V приближенно описывается законом ΔV/V ~ τk (к > 1). Вклад процесса перегруппировки в общую объемную усадку спекаемого порошкового тела увеличивается с ростом количества жидкой фазы и уменьшением размера частиц тугоплавкой фазы.
Считают, что полное уплотнение в результате только одного процесса перегруппировки может быть получено при содержании жидкой фазы 50% по объему (Рисунок 23).
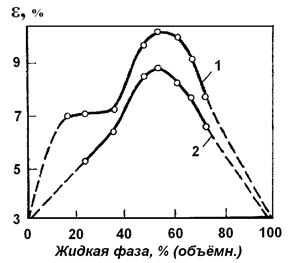
Рисунок 23 – Кривые линейной усадки ε прессовок из порошка сплава системы W–Ag в зависимости от объемного содержания жидкой фазы при 1000оС: 1 – инфильтрация; 2 – спекание
Процесс растворения–осаждения. С этим процессом в большей мере связано формирование микроструктуры порошковых материалов. Процесс перекристаллизации включает не менее трех элементарных процессов: 1) растворение мелких частиц, т.е. переход атомов с поверхности этих частиц в раствор; 2) диффузия растворенных атомов в жидкости между поверхностями мелких и крупных частиц; 3) отложение растворенного вещества на поверхности крупных частиц.
Рост зерен по этому механизму при жидкофазном спекании подчиняется той же временной зависимости, что и рост зерна при собирательной рекристаллизации. В общем виде:  , где d и do – текущий и начальный средние размеры зерна соответственно; τ – длительность спекания; К – константа. Показатель степени зависит от того, каким элементарным актом определяется скорость всего процесса. Например, если это первый из трех указанных выше, то n = 2, а если второй, то n = 3.
, где d и do – текущий и начальный средние размеры зерна соответственно; τ – длительность спекания; К – константа. Показатель степени зависит от того, каким элементарным актом определяется скорость всего процесса. Например, если это первый из трех указанных выше, то n = 2, а если второй, то n = 3.
Форма растущих частиц при жидкофазном спекании становится более правильной (ограненной, округлой и т. и.), минимизируя их свободную энергию.
Зависимость усадки на этом этапе длительности изотермической выдержки описывается соотношением ΔV/V ~ τ1/3 (для сферических частиц), а от линейного размера частиц – соотношением ΔV/V ~ R–4/3.
Механизм растворения – осаждения практически оказывается существенным, когда количество жидкой фазы составляет > 5% (объемн.).
Твердофазное спекание. На заключительной стадии жидкофазного спекания существенно возрастает число твердых частиц, не разделенных жидкой прослойкой, которые взаимно припекаются (срастаются) и в порошковом теле образуется жесткий «скелет». К тому же в какой-то момент нагрева жидкая фаза может исчезнуть. Тогда кинетика усадки будет определяться закономерностями твердофазного спекания, которые рассмотрены ранее.








