 2015-07-14
2015-07-14 5056
5056В конце 50-х – начале 60-х годов, в связи с ростом популярности вычислительных систем, возникла идея использовать их возможности для планирования деятельности предприятия, в том числе для планирования производственных процессов. Необходимость планирования обусловлена тем, что основная масса задержек в процессе производства связана с запаздыванием поступления отдельных комплектующих, в результате чего, как правило, параллельно с уменьшением эффективности производства, на складах возникает избыток материалов, поступивших в срок или ранее намеченного срока. Кроме того, вследствие нарушения баланса поставок комплектующих, возникают дополнительные осложнения с учетом и отслеживанием их состояния в процессе производства, т.е. фактически невозможно было определить, например, к какой партии принадлежит данный составляющий элемент в уже собранном готовом продукте.
Первым стандартом управления бизнесом был MPS (Master Planning Scheduling), или объемно-календарное планирование. Идея была проста (рис. 4) – вначале формировался план продаж, т.е. устанавливался объем продаж с разбивкой по календарным периодам. Опираясь на план продаж, формировался план пополнения запасов за счет производства или закупки, и оценивались финансовые результаты по периодам, в качестве которых используются периоды планирования или финансовые периоды.
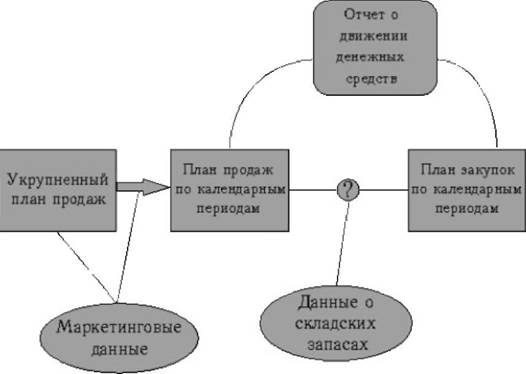
Рис. 4. Схема работы КИС по стандарту MPS.
Пока производство было мелким и простым все было относительно не-плохо. Если предприятие быстро развивалось, то возникали проблемы. Первые проблемы начались с логистики. Действительно, сформировать заказ на товар просто, но даже в лучших торговых домах не удается полностью избежать проблем с доставкой и ассортиментом. Одной из наиболее сложных проблем, возникших при формировании заказа, была проблема прогнозирования необходимого объема и срока поставки. Следовательно, нужно было прогнозировать спрос на длительное время вперед, учитывать длительность (а часто и сезон) производства и потребности в складских площадях. При этом объем заказа тоже часто не может быть выражен в произвольных цифрах. Это проблемы крупного опта.
Мелкий опт и розница тоже имеют свои особенности. Например, часто просто недопустимо отсутствие в продаже “товаров повседневного спроса”, так как это может привести к уходу клиента в соседний магазин (оптовый склад), где ему вполне может понравиться. В результате возникает “страховой запас” (Safety Stock) в размере, например, суточной потребности. Понятие страхового запаса широко используется и в производстве, с целью гарантировать ритмичный производственный процесс, кроме того, оно может быть использовано для обеспечения потребностей замены вышедшей из строя и предъявленной к гарантийному ремонту техники в торговле, и во многих других случаях. Дальнейшее изучение динамики запасов с использованием статистических методов SIC (Statistical Inventory Control - статистическое управление запасами) приводит к появлению еще двух понятий - “точка заказа” (Reorder Point), которая определяет уровень складских запасов, при снижении планового запаса ниже которого необходимо сделать или спланировать заказ поставщику, и “уровень пополнения” (Max Stock) запаса товара на складе, то есть то количество товара, выше которого не рекомендуется повышать уровень складского запаса конкретного товара.
Важно подчеркнуть, что данные понятия являются существенно динамическими, так как уже говорилось, что заказ на пополнение нужно производить своевременно, с учетом времени доставки, а объем поставки может не вписываться в плановый уровень пополнения. Динамизм возникает и при учете, например, сезонных изменений основных параметров SIC - очевидно, что страховой запас обширного ассортимента прохладительных напитков летом весьма существенен, а вот зимой отсутствие полного ассортимента вряд ли приведет к заметным неприятностям, кроме наиболее популярных сортов. Опять же, предпраздничная торговля требует установления более высоких уровней точки заказа, чем в обычные периоды. Определение и фиксация подобных колебаний - иногда предмет серьезных статистических исследований. Современные компьютерные системы управления, как правило, имеют встроенные статистические анализаторы, хотя бы простейшего типа, либо автономные внешние подсистемы, позволяющие производить такой анализ.
Еще более серьезные проблемы стали возникать при усложнении про-изводства и возникновении сложных изделий, количество составных частей в которых измерялось тысячами, притом, что сборка производилась на нескольких сборочных конвейерах. В связи с этим возникло понятие “сборка” или “подсборка” - то есть компонента, деталь или просто какая-то часть конечного продукта, подготовленная на вспомогательном сборочном конвейере для инсталляции в готовый продукт на главном конвейере, типичными при-мерами, которых является двигатель, шасси и кузов в машиностроении, еще одно название - узел. Изделия, производимые в ходе такого рода сборочных операций, стали представляться в виде древовидных конструкций (рис.5), получивших обобщающее название BOM (Bill Of Material - спецификация изделия).
 |
Рис. 5. Иерархия уровней спецификации изделий
Обратите внимание на то, что на различных уровнях ВОМ могут находиться одинаковые товарные позиции, как, например, “Крепеж” на различных уровнях сборочной спецификации компьютера. При разузловании из приведенного выше древовидного списка получается линейный, служащий для формирования заказа на закупку, рис. 6
Обратите внимание, что в линейном списке “Крепеж” встречается только один раз, так как заказ на крепеж должен формироваться единым образом (для однородного крепежа, разумеется).
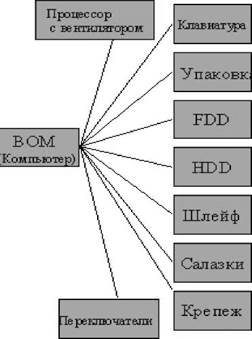
Рис. 6. Линейная спецификация изделия.
В результате описанные выше проблемы управления запасами стали на порядок сложнее. Так как кроме окончательных комплектующих, появились проблемы и со сборками, которые, в свою очередь могли производиться в ходе единого сборочного процесса, на вспомогательных производствах с промежуточным складированием “незавершенки” или “сборок”, или на основе субподряда “на стороне”, причем одна и та же “сборка” или узел, может как заказываться, так и производиться. При этом требования к точности соблюдения сроков поставки такого рода компонент стали на порядок выше, чем ранее для “простых” комплектующих. В результате возникла методология планирования производств (в основном сборочных или дискретных), которая была призвана решить проблему формирования заказа на комплектующие и узлы, опираясь на потребности обьемно-календарного плана производства. Она получила название MRP.
Реализация системы, работающей по методологии MRP представляет собой компьютерную программу, позволяющую оптимально регулировать поставки комплектующих в производственный процесс, контролируя запасы на складе и саму технологию производства. Главной задачей MRP является обеспечение гарантии наличия необходимого количества требуемых материалов и комплектующих в любой момент времени в рамках срока планирования, наряду с возможным уменьшением постоянных запасов, а, следовательно, разгрузкой склада. Прежде чем описывать саму структуру MRP, следует ввести краткий глоссарий основных ее понятий:
* Материалами будем называть все сырье и отдельные комплектующие, составляющие конечный продукт. В дальнейшем мы не будем делать различий между понятиями “материал” и “комплектующий”.
* MRP-программа - компьютерная программа, работающая по алгоритму, регламентированному MRP-методологией. Как и любая компьютерная программа, обрабатывает файлы данных (входные элементы) и формирует на их основе файлы-результаты.
* Статус материала является основным указателем на текущее состояние материала. Каждый отдельный материал, в каждый момент времени, имеет статус в рамках MRP-системы, который определяет, имеется ли данный материал в наличии на складе, зарезервирован ли он для других целей, присутствует ли в текущих заказах, или заказ на него только планируется. Таким образом, статус материала однозначно описывает степень готовности каждого материала быть пущенным в производственный процесс.
* Страховой запас материала необходим для поддержания процесса производства в случае возникновения непредвиденных и неустранимых задержек в его поставках. По сути, в идеальном случае, если механизм поставок полагать безупречным, MRP-методология не постулирует обязательное наличие страхового запаса, и его объемы устанавливаются различными для каждого конкретного случая, в зависимости от сложившейся ситуации с поступлением материалов.
* Потребность в материале в компьютерной MRP-программе представляет собой определенную количественную единицу, отображающую возникшую в некоторой момент времени в течение периода планирования необходимость в заказе данного материала. Различают понятия полной потребности в материале, которая отображает то количество, которое требуется пустить в производство, и чистой потребности, при вычислении которой учитывается наличие всех страховых и зарезервированных запасов данного материала. Заказ в системе автоматически создается по возникновению отличной от нуля чистой потребности.
Процесс планирования включает в себя функции автоматического создания проектов заказов на закупку и/или внутреннее производство необходимых материалов. Другими словами система MRP оптимизирует время поставки комплектующих, тем самым уменьшая затраты на производство и повышая его эффективность. Основными преимуществами использования подобной системе в производстве являются:
* Гарантия наличия требуемых комплектующих и уменьшение временных задержек в их доставке, и, следовательно, увеличение выпуска готовых изделий без увеличения числа рабочих мест и нагрузок на производственное оборудование.
* Уменьшение производственного брака в процессе сборки готовой продукции возникающего из-за использования “неправильных” комплектующих.
* Упорядочение производства, ввиду контроля статуса каждого материала, позволяющего однозначно отслеживать весь его конвейерный путь, начиная от создания заказа на данный материал, до его положения в уже собранном готовом изделии. Также благодаря этому достигается полная достоверность и эффективность производственного учета.
Все эти преимущества фактически вытекают из самой философии MRP, базирующейся на том принципе, что все материалы и комплектующие, составные части и блоки готового изделия должны поступать в производство одновременно, в запланированное время, чтобы обеспечить создание конечного продукта без дополнительных задержек. MRP-система ускоряет доставку тех материалов, которые в данный момент нужны в первую очередь и задерживает преждевременные поступления, таким образом, что все комплектующие, представляющие собой полный список составляющих конечного продукта поступают в производство одновременно. Это необходимо во избежание той ситуации, когда задерживается поставка одного из материалов, и производство вынуждено приостановиться даже при наличии всех остальных комплектующих конечного продукта. Основная цель MRP-системы формировать, контролировать и при необходимости изменять даты необходимого поступления заказов таким образом, чтобы все материалы, необходимые для производства поступали одновременно.
Входные элементы и результаты работы MRP-программы
На практике MRP-система представляет собой компьютерную про-грамму, которая логическое изображение которой представлено на рис. 7.

Рис. 7. Входные элементы и результаты работы MRP-программы
На приведенном выше рисунке отображены основные информационные элементы MRP-системы. Итак, опишем основные входные элементы MRP-системы:
* Описание состояния материалов ( Inventory Status File ) является основным входным элементом MRP-программы. В нем должна быть отражена максимально полная информация обо всех материалах и комплектующих, необходимых для производства конечного продукта. В этом элементе должен быть указан статус каждого материала, определяющий, имеется ли он на руках, на складе, в текущих заказах или его заказ только планируется, а также описания его запасов, расположения, цены, возможных задержек поставок, реквизитов поставщиков. Информация по всем вышеперечисленным позициям должна быть заложена отдельно по каждому материалу, участвующему в производственном процессе.
* Программа производства ( Master Production Schedule ) представляет собой оптимизированный график распределения времени для производства необходимой партии готовой продукции за планируемый период или диапазон периодов. Сначала создается пробная программа производства, впоследствии тестируемая на выполнимость дополнительно прогоном через CRP-систему (Capacity Requirements Planning – планирование необходимых мощностей), которая определяет, достаточно ли производственных мощностей для ее осуществления. Если производственная программа признана выполнимой, то она автоматически формируется в основную и становится входным элементом MRP-системы. Это необходимо потому как рамки требований по производственным ресурсам являются прозрачными для MRP-системы, которая формирует на основе производственной программы график возникновения потребностей в материалах. Однако, в случае недоступности ряда материалов, или невозможности выполнить план заказов, необходимый для поддержания реализуемой с точки зрения CRP производственной программы, MRP-система в свою очередь указывает о необходимости внести в нее корректировки.
* Перечень составляющих конечного продукта ( Bills Of Material File ) -это список материалов и их количество, требуемое для производства конечного продукта. Таким образом, каждый конечный продукт имеет свой перечень составляющих. Кроме того, здесь содержится описание структуры конечного продукта, т.е. он содержит в себе полную информацию по технологии его сборки. Чрезвычайно важно поддерживать точность всех записей в этом элементе и соответственно корректировать их всякий раз при внесении изменений в структуру и/или технологию производства конечного продукта.
Напомним, что каждый из вышеуказанных входных элементов представляет собой компьютерный файл данных, использующийся MRP-программой. В настоящий момент MRP-системы реализованы на самых разнообразных аппаратных платформах и включены в качестве модулей в большинство финансово-экономических систем. Цикл работы программы состоит из следующих основных этапов:
1. Прежде всего, MRP-система, анализируя принятую программу производства, определяет оптимальный график производства на планируемый период.
2. Далее, материалы, не включенные в производственную программу, но присутствующие в текущих заказах, включаются в планирование как отдельный пункт.
3. На этом шаге, на основе утвержденной программы производства и заказов на комплектующие, не входящие в нее, для каждого отдельно взятого материала вычисляется полная потребность, в соответствии с перечнем составляющих конечного продукта.
4. Далее, на основе полной потребности, учитывая текущий статус материала, для каждого периода времени и для каждого материала вычисляется чистая потребность, по указанной ниже формуле. Если чистая потребность в материале больше нуля, то системой автоматически создается заказ на материал.

5. И, наконец, все заказы созданные ранее текущего периода планирования, рассматриваются, и в них, при необходимости, вносятся изменения, чтобы предотвратить преждевременные поставки и задержки поставок от поставщиков.
Таким образом, в результате работы MRP-программы производится ряд изменений в имеющихся заказах и, при необходимости, создаются новые, для обеспечения оптимальной динамики хода производственного процесса. Эти изменения автоматически модифицируют описание состояния материалов, так как создание, отмена или модификация заказа, соответственно влияет на статус материала, к которому он относится. В результате работы MRP- программы создается план заказов на каждый отдельный материал на весь срок планирования, обеспечение выполнения которого необходимо для поддержки программы производства. Основными результатами MRP-системы являются:
* План Заказов ( Planned Order Schedule – запланированный график заказов ) определяет, какое количество каждого материала должно быть заказано в каждый рассматриваемый период времени в течение срока планирования. План заказов является руководством для дальнейшей работы с поставщиками и, в частности, определяет производственную программу для внутреннего производства комплектующих, при наличии такового.
* Изменения к плану заказов ( Changes In Planned Orders – изменения к запланированным заказам ) являются модификациями к ранее спланированным заказам. Ряд заказов могут быть отменены, изменены или задержаны, а также перенесены на другой период.
Также, MRP-система формирует некоторые второстепенные результаты, в виде отчетов, целью которых является обратить внимание на “узкие места” в течение планируемого периода, то есть те промежутки времени, когда требуется дополнительный контроль за текущими заказами, а также, для того чтобы вовремя известить о возможных системных ошибках возникших при работе программы. Итак, MRP-система формирует следующие дополнительные результаты-отчеты:
* Отчет об “узких местах” планирования ( Exception Report – отчет при
отклонениях ) предназначен для того, чтобы заблаговременно проинформировать пользователя о промежутках времени в течение срока планирования,
которые требуют особого внимания, и в которые может возникнуть необходимость внешнего управленческого вмешательства. Типичными примерами
ситуаций, которые должны быть отражены в этом отчете, могут быть непредвиденно запоздавшие заказы на комплектующие, избытки комплектующих на складах и т.п.
* Исполнительный отчет ( Performance Report ) является основным индикатором правильности работы MRP-системы и имеет целью оповещать пользователя о возникших критических ситуациях в процессе планирования, таких как, например, полное израсходование страховых запасов по отдельным комплектующим, а также о всех возникающих системных ошибках в процессе работы MRP-программы.
* Отчет о прогнозах ( Planning Report ) представляет собой информацию, используемую для составления прогнозов о возможном будущем изменении объемов и характеристик выпускаемой продукции, полученную в результате анализа текущего хода производственного процесса и отчетах о продажах. Также отчет о прогнозах может использоваться для долгосрочного планирования потребностей в материалах.
Таким образом, использование MRP-системы для планирования производственных потребностей позволяет оптимизировать время поступления каждого материала, тем самым значительно снижая складские издержки и облегчая ведения производственного учета.








