 2015-07-14
2015-07-14 2105
2105Сортирование рыбы есть процесс разделения определенного количества ее на группы в зависимости от качества, размеров с целью реализации по соответствующим ценам, а также качественного проведения технологического процесса.
Если для сортирования используют сита, то этот процесс механический. Сито является рабочим органом сортировочной машины и представляет собой плоскость, выполненную из проволок, нитей, пластин, а также подвижных и неподвижных стержней. Нити проволоки так сплетены, что образуют отверстия, через которые проходят куски материала меньшего размера, чем размер отверстий сита. Материал, прошедший через сито, называют "проходом", а оставшийся на сите - "сходом". Если сито изготовлено из металлического листа, то отверстия в нем делают круглыми, квадратными или прямоугольными. Для всех этих форм может быть назначен один размер d, который соответствует одинаковым диаметру круглого отверстия, стороне квадрата или меньшей стороне прямоугольника. Если размер отверстия d - 30 мм, то "проход" обозначают -30, а сход +30. Если материал сортируют на одном сите, то он делится на две фракции, соответствующие "проходу" и "сходу". Если материал необходимо разделить на несколько фракций, то используют несколько сит с различными диаметрами отверстий.
В зависимости от взаимного расположения сит различают три способа сортирования: 1) от мелкого к крупному; 2) от крупного к мелкому; 3) комбинированный.
Сортирование с помощью щели дает возможность получать любые фракции сортируемого материала без замены рабочих органов. Щель может быть образована двумя расходящимися лентами или, как показано на рис. 11, расходящимися цилиндрическими вращающимися или невращающимися валиками. Как правило, в одной наклонной плоскости собирают несколько валиков, которые образуют несколько щелей. Таким образом получают необходимую производительность. Под веером расходящихся стержней располагают вертикальные перегородки, образующие бункера, в которые проваливается рыба. Если перегородки поставлены так (см. рис. 11), что щель у первой перегородки равна  , у второй -
, у второй -  , у третьей -
, у третьей -  , то размеры фракций будут такие: I фракция (- ), II фракция (— + ), III фракция (- + ) и IV фракция (+ )
, то размеры фракций будут такие: I фракция (- ), II фракция (— + ), III фракция (- + ) и IV фракция (+ )
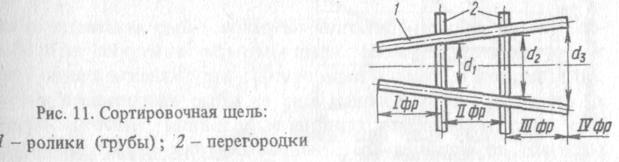
Как видно из рис. 11, сортирование на расходящейся щели напоминает сортирование по способу "от мелкого к крупному".
Материал на фракции очень часто делят, исходя из условий проведения следующего за сортированием технологического процесса. Из теории тепло- и массообмена известно, что при тепловых и массообменных процессах определяющую роль играет толщина В обрабатываемого материала. Продолжительность обработки выражается зависимостью  , где k — коэффициент пропорциональности. Материал считается качественно обработанным, если параметр, определяющий его качество, находится в оговоренных техническими требованиями (ТТ) границах. Поэтому, обрабатывая в течение определенного времени куски материала разных размеров, можно получить продукт одного качества. Например, чтобы получить рыбу средней солености, т. е. при концет" рации соли от 6 до 10 %, ее надо делить на фракции. Для этого необходимо выполнить следующие расчеты.
, где k — коэффициент пропорциональности. Материал считается качественно обработанным, если параметр, определяющий его качество, находится в оговоренных техническими требованиями (ТТ) границах. Поэтому, обрабатывая в течение определенного времени куски материала разных размеров, можно получить продукт одного качества. Например, чтобы получить рыбу средней солености, т. е. при концет" рации соли от 6 до 10 %, ее надо делить на фракции. Для этого необходимо выполнить следующие расчеты.
Известно, что продолжительность посола (в ч) определяют по формуле
 (IV-1)
(IV-1)
где  - концентрация насыщенного солевого раствора, в котором солят рыбу, %; = 26 %, с - концентрация соли в рыбе, которая достигается за
- концентрация насыщенного солевого раствора, в котором солят рыбу, %; = 26 %, с - концентрация соли в рыбе, которая достигается за  часов посола, %; k - коэффициент пропорциональности для сельди, которую солят в насыщенном тузлуке;
часов посола, %; k - коэффициент пропорциональности для сельди, которую солят в насыщенном тузлуке;  k = 0,545.10* ч/м2; В - толщина рыбы, в мм, например В сортируемой сельди равна от 20 до 40 мм.
k = 0,545.10* ч/м2; В - толщина рыбы, в мм, например В сортируемой сельди равна от 20 до 40 мм.
В начале расчета в соответствии с приведенной формулой строят кривые  для концентрации соли в рыбе
для концентрации соли в рыбе  % и
% и  %. Кривые показаны на рис. 12.
%. Кривые показаны на рис. 12.
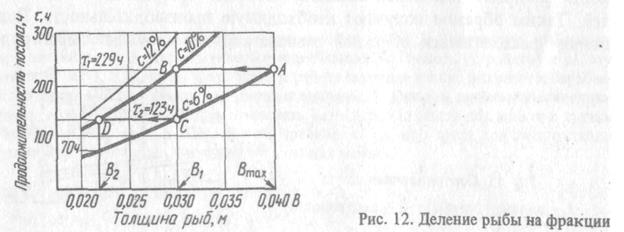
Затем, пользуясь рис. 12, установим фракции, на которые надо разделить рыбу. Максимальная толщина рыбы в улове  м, минимальная концентрация соли в рыбе
м, минимальная концентрация соли в рыбе  %. По этим значениям наносим точку А. Из точки А проводим влево горизонтальную прямую, все точки которой соответствуют продолжительности процесса
%. По этим значениям наносим точку А. Из точки А проводим влево горизонтальную прямую, все точки которой соответствуют продолжительности процесса  ч.
ч.
При этом ходе прямой уменьшается толщина рыбы, а концентрация соли увеличивается. В точке В, лежащей на кривой  %, достигается максимально допустимая концентрация соли в рыбе. Точка В соответствует толщина рыб
%, достигается максимально допустимая концентрация соли в рыбе. Точка В соответствует толщина рыб  мм. Следовательно, если солить рыбу толщиной от 30 до 40 мм в течение 229 ч, то можно получить продукцию заданной солености. Таким образом, рыбы толщиной от 30 до 40 мм образуют одну фракцию.
мм. Следовательно, если солить рыбу толщиной от 30 до 40 мм в течение 229 ч, то можно получить продукцию заданной солености. Таким образом, рыбы толщиной от 30 до 40 мм образуют одну фракцию.
Следующую фракцию найдем аналогичным образом. Рыбы толщиной до 30 мм уже отсортированы. Осталась рыба толщиной от 20 до 30 мм. Поэтому по  мм и % наносим точку С, из которой влево проводим горизонтальную прямую CD. По точке D находим толщину рыбы
мм и % наносим точку С, из которой влево проводим горизонтальную прямую CD. По точке D находим толщину рыбы  мм. Видно, что рыбы толщиной от 22 до 30 мм будут иметь заданную соленость при продолжительности посола
мм. Видно, что рыбы толщиной от 22 до 30 мм будут иметь заданную соленость при продолжительности посола  ч. Осталась рыба толщиной менее 22 мм, которую придется направить на какие-то другие цели или солить (этих рыб будет очень мало) в течение
ч. Осталась рыба толщиной менее 22 мм, которую придется направить на какие-то другие цели или солить (этих рыб будет очень мало) в течение  ч.
ч.
Итак, выловленную сельдь придется делить на три фракции.
Метод деления на фракции применим для всех технологических процессов при известной зависимости т. Следует отметить, что метод дает возможность не только определить границы фракций, но и установить продолжительность процессов для каждой фракции.
Способы сортирования рыб бывают прямыми и косвенными.
Если, например, рыбу сортируют по тому же параметру, который измеряют при сортировании, то такой способ сортирования называют прямым.
Если рыбу сортируют по одному параметру, а измеряют его при сортировании другой, то такой способ называют косвенным, например, надо рассортировать рыбу по массе, а при сортировании ее приходится делить на фракции в зависимости от толщины. При косвенном сортировании возникает пересортица, когда рыба одной фракции попадает в другую фракцию.








