 2015-07-14
2015-07-14 4216
4216При сборке узла под сварку входящие в него сборочные единицы и отдельные детали, в зависимости от конструкции узла и технологии сборки, ориентируются относительно друг друга либо при помощи элементов сборочно-сварочкой оснастки: упоров, фиксаторов, установочных пальцев и штырей (постоянных; и съемных), либо при помощи кондукторов (шаблонов).
Кондукторы (шаблоны) являются промежуточной базой между собираемыми деталями и служат для установки их в заданном чертежом положении с последующей прихваткой деталей сваркой в нескольких точках.
Кондукторы изготовляют из листовой стали или алюминия. Они должны быть максимально облегчены, обладать необходимой прочностью и жесткостью, обеспечивать свободный доступ к. сварным швам и иметь возможность свободного съема со свариваемого изделия.
Накладные кондукторы базируются по наружному или внутреннему контуру сопрягаемых деталей, по отверстиям, приливам и пазам, а также по базовым элементам сборочно-сварочной оснастки.
В зависимости от точности собираемого узла и его назначения накладные кондукторы могут иметь элементы крепления или быть без них.
На рисунке 56, а показан кондуктор, с помощью которого устанавливают ребра 2. Кондуктор фиксируется по стенке изделия 3 при помощи упоров 4, а в продольном направлении — выступом 1.
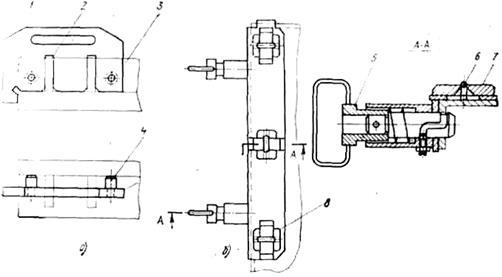
Рисунок 56 – Накладные кондукторы
В накладном кондукторе на рисунке 56, б происходит установка и прихватка петель (скоб) к боковине. Кондуктор фиксируется отводным поворотным фиксатором 5, а петля 6 устанавливается в накладные элементы 7 и от продольного перемещения удерживается плоскостями вырезанного в корпусе кондуктора окна 8.
На рисунке 57 показаны элементы крепления накладных кондукторов. Кондуктор (рисунок 57, а) ориентируется по наружному контуру изделия 12 регулируемыми упорными винтами 13. Величина вылета винтов 13 регулируется в зависимости от заданных размеров от торца детали до оси собираемой на прихватах детали 2. Накладной кондуктор устанавливают вручную и крепят прихватами 9 и 11. Прихваты 9 смонтированы в кронштейнах 10, которые прикреплены винтами и штифтами к корпусу 3 кондуктора. Поворотом звездочки 6 с винтом 7 по часовой стрелке прихват 9, поворачиваясь на оси 8, перемещает накладной кондуктор слева направо до тех пор, пока винты 13 не упрутся в изделие, после чего кондуктор закрепляется прихватом 11. Для этого планка 5 с прихватом 11 и нажимным винтом 4 может перемещаться справа налево. Для удобства установки и съема накладного кондуктора предусматривают рукоятки 1, а для облегчения кондуктора в корпусе 3 предусматривают окна различной формы.
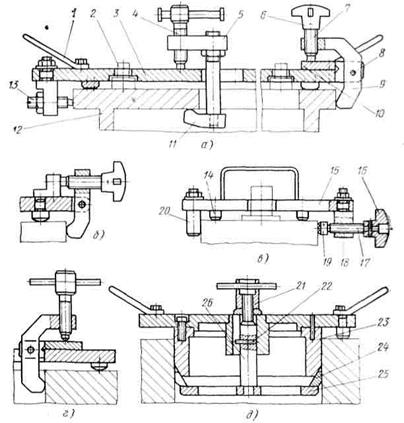
Рисунок 57 – Элементы крепления накладных кондукторов
Если зажимные элементы затрудняют обзор и доступ к сварным швам, то их размещают сбоку, как это показано на рисунке 57, б, или изнутри, как на рисунке 57, г.
Во избежание травмы кисти работающего (межпальцевого пространства между большим и указательным пальцами) зажимной элемент должен иметь: при горизонтальном приложении усилия прижима неподвижную рукоятку или звездочку (рисунок 52, б и в), а при вертикальном расположении прижима еще и подвижную рукоятку (рисунок 57, г и д).
На рисунке 57, в показана конструкция накладного кондуктора, отличающегося от рассмотренного (рисунок 57, а)тем, что вместо регулируемых боковых упоров он имеет пальцы 20, а вместо опорных планок — цилиндрические опоры 14. Кроме того изменена конструкция крепления пальца 18 к корпусу 15. Прихват состоит из самоустанавливающейся пяты 19, винта 17 и звездочки 16.
В тех случаях, когда за базу принято отверстие, накладной кондуктор центрируется по нему или тремя штырями, или как это показано на рисунке 57, д. Для крепления кондуктора в его конструкции предусмотрено разрезное кольцо 24, которое натягивается на конус штыря 23 планкой 25. При вращении гайки 21 шпилька 26 перемещается вместе с планкой и удерживается от поворота штифтом 22.
Для сборки и прихватки патрубков с двумя фланцами, отверстия которых должны располагаться друг против друга, изготовлено переналаживаемое приспособление (рисунок 58), состоящее из станины 1, неподвижной стойки 2, опорных втулок 8 и каретки 7. В зависимости от длины собираемого изделия каретку устанавливают в соответствующее положение так, чтобы после фиксации фланцев на пальцах 3 сменной оправки 4 между ними было расстояние несколько большим, чем длина патрубка. Затем устанавливают патрубок, т.е. один конец его вставляют в отверстие фланца, который зафиксирован на сменной оправке неподвижной стойки 2, а на второй конец надвигают фланец, зафиксированный на сменной оправке подвижной стойки 5. Стойка 5 перемещается рукояткой б при помощи реечной передачи. Максимальная длина собираемых в кондукторе изделий до 1800 мм. Диаметр трубы 50 – 100 мм.
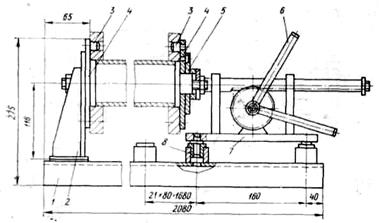
Рисунок 58 – Переналаживаемое приспособление для сборки
и прихватки








