 2015-07-14
2015-07-14 4319
4319Магнитные зажимы относятся к универсальным приспособлениям для сборки деталей под сварку. С применением магнитных приспособлений повышается чистота и культура производства на рабочих местах цехов сварочного производства.
Магнитные зажимы отличаются универсальностью, простотой конструкции, быстротой действия и отсутствием движущихся частей (у электромагнитов) или громоздких коммуникаций – шлангов (у постоянных магнитов). Действие электромагнитов основано на использовании естественных или искусственных магнитов, питаемых от сети или источника сварочного тока. Включение и отключение тока осуществляется обычным электрическим выключателем.
Типовая конструкция электромагнита показана на рисунок 59. Он представляет собой магнитопровод, состоящий из внешнего 6 и внутреннего 2 кольцевых полюсов с днищем 3, внутри которого размещена катушка 5. Ток включается выключателем 1, вмонтированным в скобу 4. Магниты используют для выравнивания кромок, для их прижатия к флюсовой подушке 7 (рисунок 59, б), для создания опоры рычажных (рисунок 59, в) или винтовых (рисунок 59, г) прижимов, фиксаторов (рисунок 59, д),для установки деталей под углом 30 – 150°.
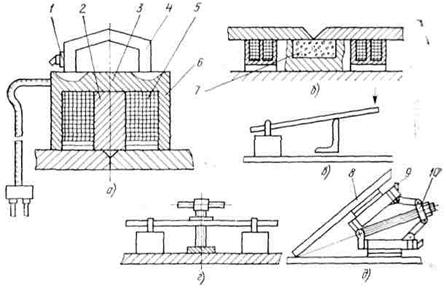
а – схема зажима; б, в, г, д – примеры применения зажима;
1 – выключатель; 2 – внутренний полюс; 3 – днище; 4 – скоба; 5 – катушка; 6 – внешний полюс; 7 – флюсовая подушка; 8 – электромагнит;
9 – выключатель; 10 – шарнирная система
Рисунок 59 – Электромагнитные зажимы
В последнее время все чаще применяют постоянные магниты, рассчитанные на сравнительно небольшое усилие прижима преимущественно для сборки деталей и прихватки под сварку.
Управление постоянными магнитами осуществляется за счет изменений пути магнитных потоков между подвижными и неподвижными частями, разделенными немагнитными перегородками, которые создают значительные магнитные сопротивления.
При включении постоянного магнита немагнитные перегородки обеих частей расположены друг против друга. Магнитные потоки проходят от северных полюсов магнитов к южным через магнитопроводы, рабочий (воздушный) не более 0,5 мм зазор, закрепляемую деталь и магнитопроводы.
Для отключения магнита достаточно сдвинуть подвижную часть относительно неподвижной части магнита, чтобы магнитный поток получил возможность замыкаться более коротким путем, минуя при этом закрепляемую деталь, которая теперь легко снимается с приспособления.
В качестве материала для постоянных магнитов используют специальные сплавы из железа, никеля, алюминия, меди (литые магниты) или более дешевые керамические оксидно-бариевые магниты. Удельное усилие притяжения литых магнитов составляет до 0,7 МПа, а оксидно-бариевых — до 0,3 – 0,4 МПа.
На рисунок 60, а представлен постоянный магнит, предназначенный для сборки углового соединения, а на рисунке 60, б — универсальное приспособление для сборки соединений с различным сочетанием деталей.
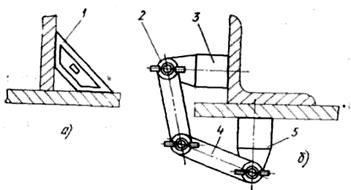
а – для сборки углового соединения; б – для сборки соединений с различным сочетанием деталей;
1 – угловой магнит; 2 – зажим; 3 и 5 – магнитные элементы; 4 – рычаг
Рисунок 60 – Прижимы с постоянными магнитами
Разработан ряд универсальных магнитных приспособлений для сборочно-сварочных работ, в которых использованы недорогие и недефицитные оксидно-бариевые магниты, практически не размагничивающиеся при эксплуатации.
Магнитный угольник, показанный на рисунок 61, а предназначен для сборки кронштейнов и узлов коробчатой формы. Полки угольника переключаются раздельно поворотом накидного ключа на 180°.
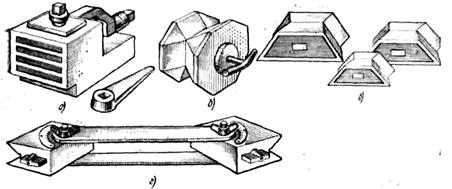
а – магнитный угольник; б – трехсторонняя магнитная призма;
в – магнитные держатели; г – регулируемый держатель
Рисунок 61 – Магнитные приспособления:
Усилие закрепления деталей с необработанной поверхностью 3,25 кН, а деталей с обработанной поверхностью – 1,5 кН. Размеры угольника 232×252×100 мм; масса 9,4 кг.
Трехстороннюю магнитную призму (рисунок 62, б) применяют для закрепления цилиндрических деталей и труб в горизонтальном и вертикальном положениях и под углом 45°. При закреплении детали призма притягивается к металлической поверхности, на которую она устанавливается. Усилие закрепления деталей изменяется в зависимости от угла поворота рукоятки.
Магнитные держатели (рисунок 61, в)предназначены для закрепления плоских и цилиндрических деталей. Они имеют трапецеидальную форму и состоят из двух стальных пластин, между которыми помещен оксидно-бариевый магнит.
Отрыв держателей от деталей производят вручную.
Регулируемый держатель (рисунок 61, г)состоит из магнитных призм, шарнирно соединенных между собой двумя планками и переключаемых поворотом переключателей. Он служит для закрепления плоских и цилиндрических деталей под любым углом. Размеры призм 60×52×36 мм.
Использование электромагнитов в специализированной сборочно-сварочной оснастке расширяет сферу их применения и облегчает выбор технических решений при проектировании оснастки.
В качестве примера рассмотрим приспособление со встроенными электромагнитами для сборки и сварки глушителя двигателя СМД-14 трактора Т-74 (рисунок 62).
Корпус глушителя устанавливается в приспособление на призмы 3, фланцы глушителя надеваются на центрирующие штыри 4 опорной плиты 5 и прижимаются к базовым опорным плоскостям Б электромагнитами в головках 2 и 6. Электромагнитная головка 2 жестко закреплена на стойке 1. Поджим фланцев к корпусу глушителя осуществляется головкой 6, которая посредством тяги 7 и толкателя 10 пневмоцилиндром 11 перемещается по направляющим 14 корпуса 8.
Электромагнит и центрирующий механизм головки закреплены в ползуне 15 хомутом 13. Все механизмы приспособления базируются на плите корпуса 12. Тянущие элементы защищены от действия сварочных брызг кожухами 9.
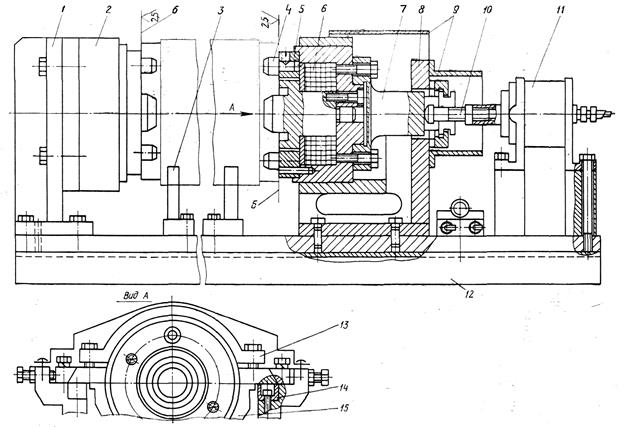
Рисунок 62 – Приспособление для сборки и сварки глушителя двигателя СМД-14 трактора Т-74
Применение электромагнитов в конструкции приспособления позволило:
1) обеспечить выполнение технических требований чертежа в части перпендикулярности фланцев к оси глушителя;
2) исключить операцию обработки резанием фланцев;
3) упростить конструкцию приспособления.

